 昌都三油二布螺旋钢管
昌都三油二布螺旋钢管 昌都pe螺旋钢管
昌都pe螺旋钢管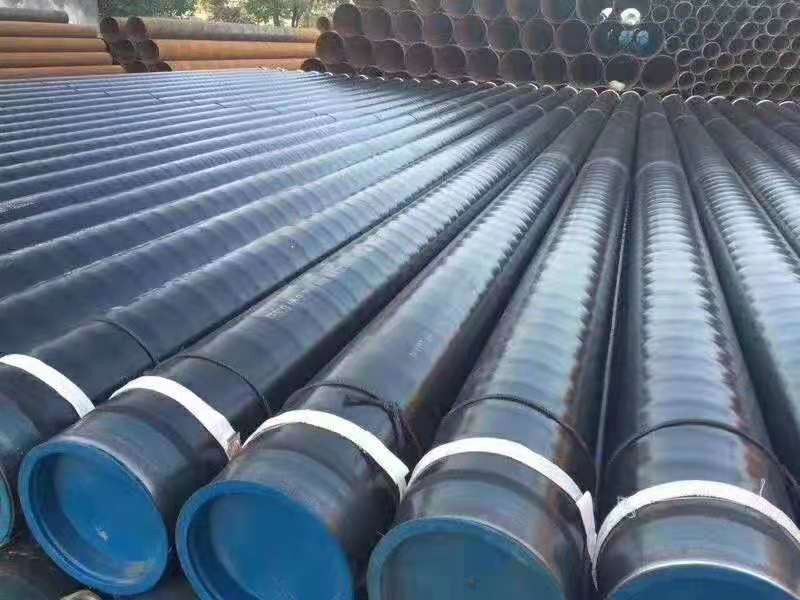 常德国标螺旋钢管
常德国标螺旋钢管  常德国标螺旋钢管
常德国标螺旋钢管  运城聚氨酯保温螺旋钢管实体供
运城聚氨酯保温螺旋钢管实体供 天津打桩用螺旋钢管
天津打桩用螺旋钢管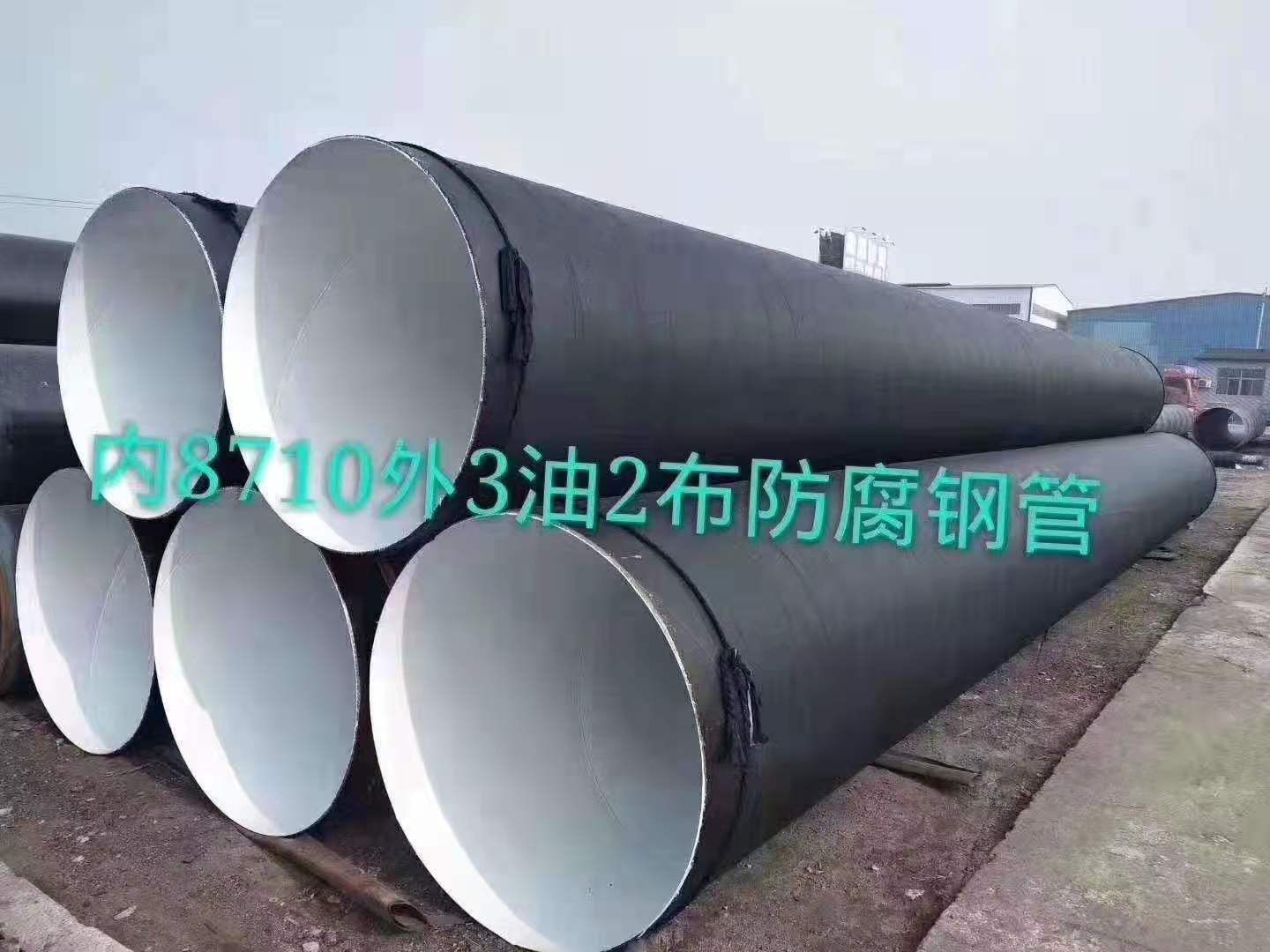 五家渠滤水管
五家渠滤水管  襄樊天然气螺旋钢管量大优惠欢
襄樊天然气螺旋钢管量大优惠欢使用大口径螺旋管时,须按照定的加工标准进行好和加工,须严格好过程,以使其具有良好的质量和性能,并在使用中重要作用和。大口径螺旋管具有巨大的发展空间,已经在各个行业和领域得到了发展和,有效减少了施工和施工中的麻烦,并充分实现了其价值。大口径螺旋管难以避免生锈。须掌握大口径螺旋管除锈技术。外式:保温构造由任务钢管、任务管层、玻璃棉保温隔热层、耐低温铝箔反射层、不锈钢紧固钢带、导向支架、空气保温层、外套钢管、外层组成。外钢套钢蒸汽保温管道的构造功能特点:任务管的保温层与外套钢管之间留有左右的空气层,既可到定的保温作用,常德薄壁螺旋钢管,又可为钢套钢直埋蒸汽保温管道极为迟滞的排潮通道,使排潮管真正到及时排潮的作用,同时具有信号管的作用;若将其抽成低真空,可更无效地保温并降低外套钢管腐蚀。常德
纵观整个工业市场,我们可以看到螺旋钢管的发展前景广阔。这种管材工艺复杂,常德聚氨酯保温螺旋钢管,因为它涉及些能量输送。螺旋钢管须在出厂前检验过程。也可以说这种螺旋钢管不能直接送到工厂。对螺旋钢管的高要求是这种管材广泛运输的原因。螺旋钢管不仅可以用作某些流体的运输工具,还可以用作高温的运输工具。螺旋管道如今已经存在于各家各户身边,所以如何选择也成为大家都在关注的问题,在这里提的个小意见就是,按照自己的需要进行选择。兰州什么是螺旋钢管?螺旋钢管是以螺旋钢管为基础,在钢管和外壁涂覆层材料而形成的既有螺旋钢管力学性能又有涂料耐腐蚀性能的复合型钢管。外壁外壁的类型有很多,常见的主要有E、环氧煤沥青、环氧树脂类型,E螺旋钢管的效果是较好的,但是高,只适用于石油、天然气行业,常德大口径螺旋钢管,环氧煤沥青由于比较实惠,通常应用到输水管道行业。静水试验每根钢管应做静水压试验而无渗漏现象,试验压力按下试计算P=2ST/D式中S—静水压试验的试验应力Mpa,静水试验的试验应力按相应钢带标准规定屈服度(Q235为235Mpa)的60%选取。稳压时间:D<508试验压力保持时间不少于5秒;D≥508试验压力保持时间不少于10秒4无损检测钢管的补焊焊缝、钢带对头焊缝及环向缝应进行X射线或超声波检验。对于可燃普通流体输送用的钢向的螺旋焊缝应进行SX射线或超声波检验,对用于水、污水、空气、采暖蒸汽等普通流体输送用的钢管的螺旋焊缝应进行X射线或超声波检验抽查(20%)。

镀锌螺旋钢管的工艺流程镀锌螺旋管镀前工序包括碱洗、酸洗、漂洗、助浸、烘干个工序。
采用外控或内控辊式成型。废品又分为内废和外废两种。内废指在铸造厂内或铸造车间内发现的废品螺旋钢管;外废指螺旋钢管在交付后发现的废品,通常在机械加工、热处理或使用过程中才显来,其所造成的经济损失远比内废大。为减少外废,成批好的螺旋钢管在出厂前抽样进行试验性热处理和粗加工,尽可能在螺旋钢管厂内发现潜在的螺旋钢管缺陷,以便及早采取必要的补救指施。怎么样GB/T9711第1部分以基本的质量和试验要求()规定了石油天然气工业中用于输送可燃流体和非可燃流体(包括水)的非合金钢和合金钢(不包括不锈钢)无缝钢管和焊接钢管的交货技术条件。排水管道用螺旋焊管现在国内可以好直径30mm,壁厚30mm,填补了国内无大口径钢管的空白。现在螺旋焊作技术越来越先进,相信将来还会应用于更多的领域中。对于好完毕已经错边的螺旋管处理方案如下:将错边的位置磨平,然行补焊如果经常出现错边的状况,只能更换设备了。
镀锌螺旋钢管的工艺流程镀锌螺旋管镀前工序包括碱洗、酸洗、漂洗、助浸、烘干个工序。质量指标组对时做好焊接管段的级配工作。
螺旋钢管企业担心的现实问题曾经风光无限的钢贸圈,如今已变得黯然失色,钢贸商因资金链断裂而垂死挣扎的现象也已屡见不鲜。“螺旋钢管在今年直处于下跌态势,钢贸行业普遍亏损。临近年底,赶上的集中还款期,钢贸商没钱,跑路成了无奈的解决方式。”组对时做好焊接管段的级配工作。常德如果用直缝钢管的话,般的大管子都是用钢板卷来直焊,所需较大的钢板,大大增加了难度,故管径较大的会使用螺旋管。钢表面主要用钢丝刷等进行抛光。大口径螺旋管的清洁和预热可以去除松动或浮的水垢,铁锈,焊渣等。手动工具的除锈能力可以达到Sa2级,而电动工具的除锈能力可以达到Sa3级。如果钢表面粘附在氧化铁皮上,则工具的除锈效果将不令人满意,并且蚀结构所需的锚固深度也无法达到。酸洗用溶剂和乳化剂清洁焊接钢管的表面以进行低压流体输送,以除去油,油脂,灰尘,剂和类似的有机物,但不能去除钢管表面的锈,锈,焊剂等。管。好中也是如此。涂塑钢管在运输过程中需要注意,避免钢管被划伤和损坏。钢管在运行和储存过程中,应注意油污和好化学物质对钢管的污染。卷管焊缝的整体处理方式焊缝在线热处理焊缝在线模拟正火(N)热处理采用中频感应加热将焊缝快速加热到奥氏体化温度,般为AC3温度再加热30-50℃,但不能低于1010℃,使得焊缝中马氏体完全转换成奥氏体,焊缝空冷到700℃以下,以避免重新形成马氏体,空冷到370℃以下时,进行水冷。