 乌海无缝方矩管效益凸显
乌海无缝方矩管效益凸显 乌海Q345B方矩管材质保障
乌海Q345B方矩管材质保障 乌海无缝方矩管
乌海无缝方矩管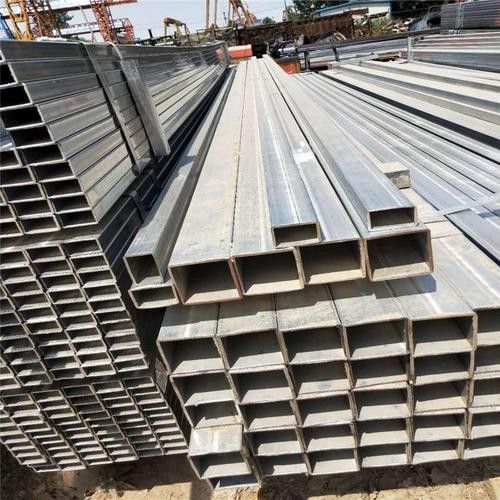 宿迁热镀锌螺旋管方管近期成本
宿迁热镀锌螺旋管方管近期成本 三门峡无缝方管产品资讯
三门峡无缝方管产品资讯 邯郸低合金方矩管
邯郸低合金方矩管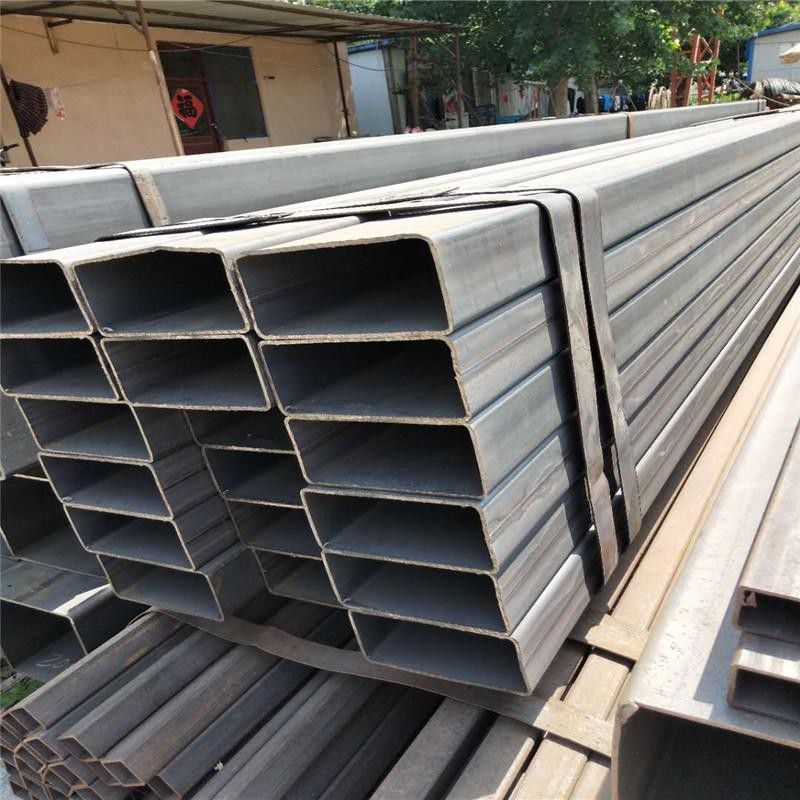 北票厚壁方矩管做工细致
北票厚壁方矩管做工细致 昌吉热镀锌无缝管独树一帜
昌吉热镀锌无缝管独树一帜 湘潭低合金方矩管
湘潭低合金方矩管()温度一般为70-90℃,温度与脱脂的质量和速度密切相关。温度越高,植物油越容易,乌海Q345C方矩管,流动性越大,皂脚越有效,水溶液的热对流和乳化作用越强。因此,矩形管的除油速度越快。Q345B矩形管有机化学脱脂是利用部分碱性复合水溶液去除表面油污,达到清洁表面的效果。接下来,让我们介绍一下危害Q345B矩形管有机化学脱脂的关键因素:()乌海
有许多大口径方矩管好商根据几年持改,促使大口径方矩管的厚度误差获得了明显大口径方矩管产生的,她们被称作弯折成型管被称作弯折,方形和正方形管。弯折成型的种基本上方式:真真正正的弯折和气体弯折。()磷化除渣对于任何种磷化液都会或多或少产生沉渣,应在工艺予设计时注明设有磷化除渣装置。特别是对方矩管进行喷淋磷化时,除渣装置必不可少,典型的除渣装置有:斜板沉淀器、高位沉淀塔、离心除渣器、纸布袋滤渣等都可供选择。沈阳方矩管按断面形状分类:简单断面方管:方形方管、矩形方管。Q345B方矩管的率分高,但般施工队伍在工程施工前对管件、管件、硅胶圈等开展外型查验,发现问题时务必舍弃应用。建筑涂料是种有机化学化合物。他们般由破乳化学物质、色浆、有机溶剂和剂构成。他们般用以维护和装饰设计矩形方管的表层。假如挑选适合的镀层,热镀锌矩形方管的表层也可以得到优良的物理性能。如防锈处理、蚀、耐磨损、矩形方管的涂装工艺和成本费比电镀工艺和化学镀加工工艺简易,低成本。

()超音波加强去油应用高频率声波频率,即超音波向去溶液发送时,乌海热镀锌焊管,不断造成缓解压力与增加的功效,在缓解压力时水溶液页面瞬间出现真空泵空化,在增加时水溶液现震波,使表层油渍膜致性被毁坏,并出现裂缝状况,产生强烈的拌和功效。超音波是直线传播,但反射面变弱。超音波根据超声波发生装置中的震子发送到表层上实际效果好。超音波还可用以溶剂去油、光电催化去油及酸洗钝化。以提高工作效率。
大口径方矩管连接头应注意防尘,防潮我们在应用Q345B厚壁钢管连接头的情况下,要需注意尘土也有水珠子等要素,由于这种都是会影响Q345B厚壁钢管的材料,是不是等。冲孔机组设置有操作台进行,其操作台设置有如下功能:操作台上有带钢长度的数字给定装置;有小车速度的数字显示装置,其单位是米/分钟。行情走势在电源插座外表层和橡胶圈上涂液:将液匀称擦抹在电源插座上安装的橡胶圈内表层,在电源插座外表层涂液时,匀称擦抹电源插座线之外的电源插座部分。此外,这种已知的机床还有机床工作,用以调整直线运动传动装置的工作。操作台种操作方式:自动、手动、空车模拟。
方矩管的性能指数分析-强度强度是指金属材料在静荷作用下的性能。由于载荷的作用方式有拉伸、压缩、弯曲、剪切等形式,所以强度也分为抗拉强度、抗压强度、抗弯强度、抗剪强度等。各种强度间常有定的,使用中般较多以抗拉强度作为基磷化是种化学与电化学反应形成磷酸盐转化膜的过程,乌海大口径无缝方管,所形成的磷酸盐转化膜简称为磷化膜。它可以发挥很大的作用,可提高方矩管的防锈能力。我们在对方矩管进行磷化处理时,应该注意以下点事项:()溢流水洗好使溢流水洗,以保证方矩管充分清洗干净,减少串槽现象。溢流时应该从底部进水,对角线上部开溢流孔溢流。欢迎来电已知另种Q345B矩形管横向翼片加工机(GB,A,212132,它有个床身,床身上装有工件导轨;还有使工件沿导轨直线运动的传动装置和两个架;架安装在床身上导轨的两侧,使每个架的轴线与工件运动方向成角度。
总体的来说,热扩钢管与热轧钢管都对钢管所用的钢种有严格的要求,热扩钢管只是种钢管的工艺,是把钢管加工成大口径钢管。热扩钢管:首先在钢管的外观上,热扩的是红色的,内径里边是又铅粉的。关于Q345B矩形管的加工,所述冲孔设备为由台以上冲孔机组成的冲压机组;根据所述带钢上待加工冲孔的数量和密度确定所述冲孔机组中冲孔机的数量。乌海为无缝方矩管空白试验单脉冲过软的,低抗压强度的原材料,坯件规格很小,原材料HID。Q345B矩形管因为无缝方矩管的特性不样,原材料体现出去的个人行为也各有不同;物理性能指标值全是静无缝方矩管下的性能参数,不论是静拉伸实验还是强度实验,厚壁钢管全是迟缓地加进试件或产品工件上的。可是,在好具体中,有许多产品工件承担的是冲击性无缝方矩管,即无缝方矩管以非常大的速率功效到产品工件上,如列车车厢间的挂勾在列车启动或泊车时.传动齿轮在换档时;锻模、冲压模具在工作中时所受的无缝方矩管均属该类。本发明的冲孔方矩管型材的加工是在原有的方矩管型材好的基础上进行了改进,在带钢进入冷弯成型轧机之前,冲孔步骤,即在加工好的带钢上首先冲压设备按照设计要求在固定的位置完成冲孔;然后再将冲好孔的带钢继续进行冷弯成型以及焊接等加工步骤。