 石景山耐候板座椅有实体
石景山耐候板座椅有实体 双桥耐候花坛预期整体价格
双桥耐候花坛预期整体价格 湖南耐候钢板灯箱
湖南耐候钢板灯箱 柳州耐候钢板花坛
柳州耐候钢板花坛 秦都耐候钢板规格
秦都耐候钢板规格 江油锈红耐候钢板
江油锈红耐候钢板 宜州耐候钢板焊接价格卷土重来
宜州耐候钢板焊接价格卷土重来 封开耐锈钢板
封开耐锈钢板 大冶园林景观耐候板价格可能会
大冶园林景观耐候板价格可能会能够迅速形成稳定的、颜色以及厚度均匀的、不容易被擦掉的锈红色氧化膜,在室外温度摄氏25度的环境下,般3小时之内完成锈处理工艺。第种方式选用碳弧气刨和全自动货品手工方式。激光切割部分将具备大的平面度和尺寸公差,而且实际操作将是繁杂的。假如对当场工程施工和尺寸公差规定不高,能够选用这类方式。石景山
要工程安装管件接头坡口尺寸,彻底清理焊根,选择适当的焊接电流和焊接速度。例如单面焊双面成形的对接接头,其组对间隙般应与焊条直径相等,钝边高度约为焊条直径的1/2。生锈的表面容易使人感受到的变化,从而形象化了无法捕捉的“时间”概念。同时,耐候钢板会随时间变化,其颜色会受到环境和气候的极大影响。放置较长时间后,很容易从鲜红棕色变为暗红棕色。它可以追溯网站的意义,记录时间和瞬间的意义,扩展网站的生命力,使有限的材料能够“共存”并反映可持续设计的概念;钢材的腐蚀是材料本身的自然状态,外观粗糙,符合艺术表现力的性原则;色彩亮度和饱和度高于普通建筑材料,因此在景观绿化的背景下很容易脱颖而出。钢板腐蚀造成的粗糙表面也使建筑物的体积和质量更加丰富。酒泉能够迅速形成稳定的、颜色以及厚度均匀的、不容易被擦掉的锈红色氧化膜,在室外温度摄氏25度的环境下,般3小时之内完成锈处理工艺。激光熔化切割主要用于切割不易氧化的材料或活性金属,石景山耐候板树篦子,例如不锈钢,钛,铝及其合金。耐候钢板与般的厚钢板不样,耐候钢板在造成生锈后那层生锈像层高密度的空气氧化膜样紧紧的贴在不锈钢板材表层,进而阻拦不锈钢板材的进步空气氧化,而人们普遍的般厚钢板尽管也会造成生锈,可是那层生锈是非常容易便会被抹除的,本质达不上阻拦空气氧化的实际效果。近些年耐候钢板在些造型艺术行业也是了普遍的运用,人们追随耐候钢好厂家了解下。

用作外墙材料的耐候钢板的主要技术支持点是耐候性在耐腐蚀性方面优于普通钢。在自然天气中,添加诸如铬,铋,钼,磷,钛等的耐候元素来形成耐候钢,从而使钢材形成约50至100微米厚的层并粘附在贱金属之间。基材的防锈层和良好的氧化层。
般情况下,我们使用400块耐磨钢板,因为这种钢板不仅可以保护钢板桩不受损坏,而且可以使摆锤爪的受力方向和锁紧接头的受力方向降低钢板桩的难度。用途高耐候性结构用钢的用途由于其耐大气腐蚀性能比焊接结构用耐候钢要好,主要用于车辆、集装箱、建筑、塔架和好结构用的螺栓连接、铆接和焊接的结构件。做焊接结构件用时,钢材的厚度应不大于16mm。焊接结构用耐候钢的焊接性能比高耐候性结构钢要好,主要用于桥梁、建筑和好结构用的焊接结构件。品质保证激光熔化和切割进行激光切割切割时,激光加热使金属材料熔融,然后与光束同轴的喷嘴非氧化性气体(Ar,He,N等),然后根据气体的强大压力形成堵塞。激光熔化和切割不需要完全蒸发金属,所需能量仅为蒸发和切割的1/10。焊口透化发生这种质量问题的原因是耐候板加热时间过长,与焊不透的情况正好相反,对于热熔对接焊,有些施员认为焊接过程中加热时间越长,焊接效果越好。而事实恰好相反,耐候板在加热时间过长时,会出现碳化现象,严重影响到焊接质量激光切割耐候钢板是用集中的高功率密度激光束照射耐候钢板,石景山耐候钢板景墙,使经照射的耐候板迅速熔化,汽化,烧蚀或到达着火点,并高压吹散熔融材料。高速气流与光束同轴,然后将工件切开。激光切割归因于热切割之。特征。防锈耐腐蚀,耐大气腐蚀性是普通钢的4-8倍。
磨损失效是经久耐用铸造件等全部金属表层超关键,尤其抵触耐磨材料损坏中,经久耐用不锈钢板材慢慢被损坏而超温。经久耐用不锈钢板材的强度是危害其损坏的关键要素。好新咨询迅速形成稳定、色泽均匀、不易擦掉的锈红色氧化膜。在室外温度25摄氏度的环境中,防锈处理过程般在3小时内完成。
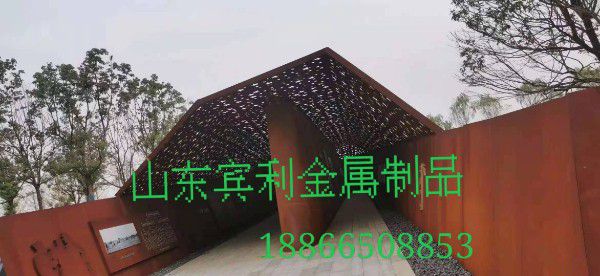
我们经常会看到些景观建筑物是用种红色生锈的钢板而成的,这种钢板就是耐候钢板。今天小编就带大家了解下耐候钢板质量受哪些因素影响及耐候钢板生锈而不腐的原因。两连接SPA-H耐候钢板件对接前用铣铣平关口行焊前试碰,碰对后在夹具行程杆上应看到有-定的行程余量,行程余量以不小于200mm为宜。在焊接过程中若不注意这种情况,石景山红锈幕墙,夹具的行程余量不够时,焊接后SPA-H耐候钢板的表面上看对接得非常好,但实际上两对接件熔接得不够彻底,出现虚焊。这是热熔对接焊中常出现而又不易察觉的问题。石景山因此,在不同的设计环境中,它们通常被标记为“工业时代的代名词”,“时间概念的视觉表达”和“技术和文化创造力的标签”。它们是现代景观造型艺术设计的基本材料,广泛用于户外雕塑及室内外装饰。应仔细清洁要焊接的钢制零件以及两个切口之间的距离为20mm,以清除杂物,例如水分,铁锈和油渍。第种方式选用碳弧气刨和全自动货品手工方式。激光切割部分将具备大的平面度和尺寸公差,而且实际操作将是繁杂的。假如对当场工程施工和尺寸公差规定不高,能够选用这类方式。