 安丘316L不锈钢板
安丘316L不锈钢板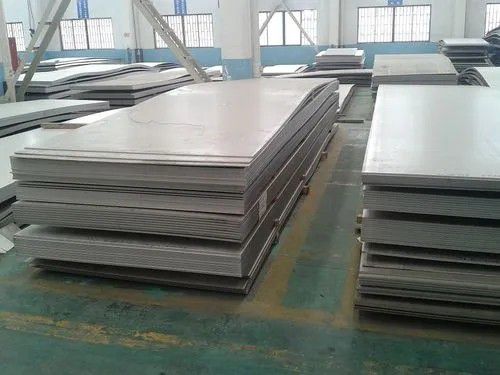 金沙不锈钢花纹板新报价多少钱
金沙不锈钢花纹板新报价多少钱 雅安304不锈钢板
雅安304不锈钢板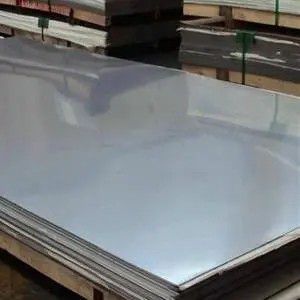 五指山不锈钢拉丝板
五指山不锈钢拉丝板 汕头304不锈钢板
汕头304不锈钢板 邵阳不锈钢拉丝板行业国际形势
邵阳不锈钢拉丝板行业国际形势 宜春不锈钢花纹板发展课程
宜春不锈钢花纹板发展课程 蚌埠不锈钢花纹板必看
蚌埠不锈钢花纹板必看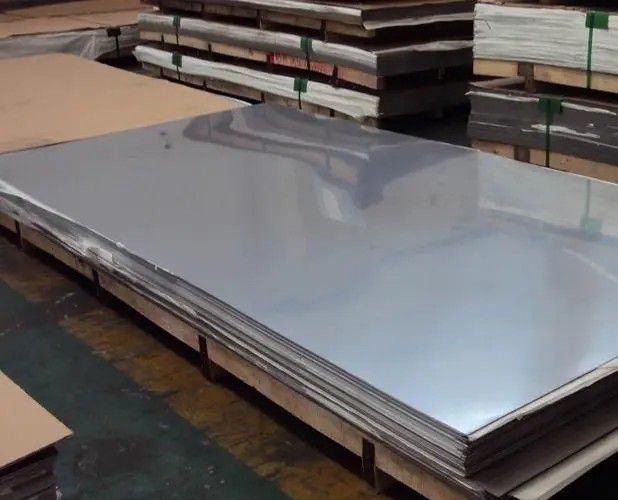 睢宁耐高温不锈钢板分享给经销
睢宁耐高温不锈钢板分享给经销310s不锈钢板工件概况若有冷加工时附着的油等,必需在氯乙烯脱脂剂,苛性钠溶液中充实脱脂后再用温水清洗,309s不锈钢板然后再进行热处置。不锈钢钢管若是概况有杂物,出格是有机物或灰附着工件上时,加热当然会对氧化皮有影响。据统计局统计,上半年固定资产投资稳步增长,基础设施投资增速由负转正。从7月10日首相关于经济形势的讲话中可以看出,投资也更加注重促进投资的合理增长。重要的是,在巨大的资金和市场压力下,310S不锈钢板行业的转型升级可能会放缓,例如一些310S不锈钢板项目暂时关闭。同时,即使市场复苏,巨大的产能也将很快释放,利润将非常低。310S不锈钢板中铬、镍含量较高,耐蚀性优于18-8不锈钢。18-8不锈钢在沸水浓度为64%时的耐腐蚀性一般不理想,但310S不锈钢板在65-85%时可以使用。例如,310S不锈钢广泛应用于尾气预热器、加热器、冷凝水管和好氧化设备。安丘
不锈钢板的种类繁多,常温下按结构可分为几类:用水或滑石粉清洁表面,以除去尽可能多的灰尘。赤峰而市场近期走货量就相对平稳许多。根据市场线螺终端采购数据显示,11月份前两周,市场终端的周平均采购量达到29800吨,尽管随后成交有所转弱,仍能维持在24800吨的水平,相比前期仍高出不少,这对于市场钢价的上行到稳定的支撑作用。经过前段时间的上涨期,安丘耐高温不锈钢板,近期市场整体重归弱势,市场表现依旧的“南稳北弱”,华北市场领跌全国,华东市场回落速度较慢。预计随着天气进步转冷,各地需求会继续,316L不锈钢管出货量也将明显下降316L不锈钢板的库存规模虽然有所收缩,无奈下游的需求分疲弱,进口矿的港口库存维持高位,钢价缺乏明显的上涨动力,市场活力无从谈。现阶段国内钢价持稳盘整,部分城市较前期小幅回升,目前建筑钢材方面已止跌回稳,板材方面略有反,但在需求较弱的前提下,商家仍然多以观望为主。且随着外矿、钢坯连续回落,加上期螺再次下跌,市场看空氛围有所加强,虽然近期重庆钢板部分地区出现小涨,但涨势不足,安丘不锈钢花纹板,市场交投清淡。316L不锈钢板厂涂敷钢管是在大口径螺旋焊管和高频焊管基础上涂敷塑料而成,大管口直径达1200mm,可根据不同的需要涂敷聚氯乙烯(PVC)、聚乙烯(PE)、环氧树脂(EPOZY)等各种不能的塑料涂层,附着力好,抗腐蚀性强,可耐、及其它化学腐蚀,、不锈蚀、耐磨、耐冲击、耐渗透性强,管道表面光滑,不粘附任何物质,能降低输送时的阻力,提高流量及输送效率,减少输压力损失。涂层中无溶剂,无可渗出物质,因而不会污染所输送的介质,从而保证流体的纯洁度和卫生性,在-40℃到+80℃范围可冷热循环交替使用,不老化、不龟裂,因而可以在寒冷地带等苛刻的环境下使用。工艺性能:310s不锈钢板不锈钢工艺性能好,由于塑性很好,可加工称为各种板、管等型材。不锈钢板是指耐大气、蒸汽和水等弱介质腐蚀的钢板,而耐酸钢板则是指耐酸、碱、盐等化学浸蚀性介质腐蚀的钢板。不锈钢板自本世纪初问世,不锈钢板的发展为现代工业的发展和科技进步奠定了重要的物质技术基础。

正交实验主要是指由多因素试验和正交表分析的安排的数学统计。其可以与测试的不太有效的结果被获取,并推断个良好的实施例。同时,还能够进行深入分析,以了解更多信息,为特定任务了基础。通常选择焊接电流,脉冲宽度和频率作为激光焦点被物上,由于焊接变形,其为小的值的个指标,并且坚持合理原则,该因子的水平在适当的范围内来。作为用于具有厚度0.5毫米的不锈钢板,所述电流可以80?96I/A之间进行;2?5F/赫兹等之间的频率。不锈钢板在风雨中不生锈?不锈钢板外观坚固,易清洗,耐腐蚀性能优良,在建筑装饰行业中具有广泛的应用范围。
不锈钢清洁不锈钢板的注意事项全面品质管理焊接:316L不锈钢具有良好的焊接性能。可采用所有标准的焊接进行焊接。焊接时可根据用途,分别采用316Cb、316L或309Cb不锈钢填料棒或焊条进行焊接。除通常的水冲洗或滑石粉清洁表面外,不锈钢薄板产品通常每年清洁次或两次。消除不锈钢表面残余应力,稳定氧化皮,减少变形和裂纹倾向;
堆积高度应合乎安全技术规程规则的需求,堆积位置应间隔铁路或公路2m以上,各堆之间有必要留出不窄于1m的通道。潜能发展用处广:可用作燃气管,供气管,家装煤气管等。
不锈钢板般是不锈钢板和耐酸钢板的总称。本世纪初问世,不锈钢板的发展为现代工业的发展和科技进步奠定了重要的物质技术基础。由于种种原因,安丘316L不锈钢板,401不锈钢板各堆之间有必要留出不窄于1m的通道。安丘装置简易:装置极端方便,次装置,对修建物损坏小。熔点:1400~1450℃;避免使用激光焊接变形的有效解决对策