 和田地区内涂塑复合钢管管材行
和田地区内涂塑复合钢管管材行 黑河五大连池大口径衬塑钢管
黑河五大连池大口径衬塑钢管 佳木斯消防用内外涂塑钢管
佳木斯消防用内外涂塑钢管 鸡西鸡东县环氧涂塑钢管行情走
鸡西鸡东县环氧涂塑钢管行情走 哈尔滨方正县内外壁涂塑复合钢
哈尔滨方正县内外壁涂塑复合钢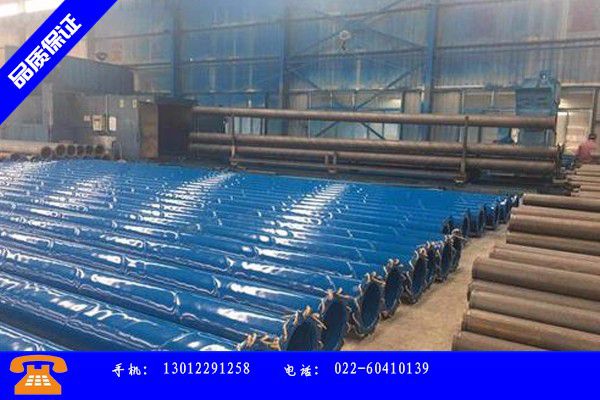 白山临江涂塑镀锌复合钢管
白山临江涂塑镀锌复合钢管 葫芦岛龙港区热水型衬塑钢管检
葫芦岛龙港区热水型衬塑钢管检 乌兰察布兴和县消防专用涂塑管
乌兰察布兴和县消防专用涂塑管压力=(壁厚*2*管材质抗拉强度)/(外径*系数)2.8划伤:特征:钢管外表面呈螺旋形或直线形沟状缺陷,大部分可以看到沟底。和田地区。14.冷拔或冷轧精密无缝钢管(GB3639-2000)是用于机械结构、液压设备的尺寸精度高和表面光洁度好的冷拔或冷轧精密无缝钢管。2.8划伤:特征:钢管外表面呈螺旋形或直线形沟状缺陷大部分可以看到沟底。嘉兴。涂塑钢管执行标准结构用涂塑钢管:GB/T8162-2008输送流体用地缝管:GB/T8163-2008低中压锅炉管锅炉用涂塑钢管:GB/T3087-2008锅炉用高压涂塑钢管:GB/T5310-2008(ST45.8-Ⅲ型)7.冷处理操作方法:将淬火后的钢件,在低温介质(如干冰、液氮)中冷却到-60~-80度或更低,温度均匀致后取出均温到室温。试验后,从弯曲圆弧的中部将试件剖开,检查内涂层,试验结果应符合规定。

排污口管道:废物或化学液体的传输也可用于污水渠口复合管道。然而,这些管道设计进行液体长距离般都是开发的12米长的路段。排放污水的管道也非常厚,需要能承受内部压力高达40酒吧。该内外涂塑管是常见的,般沿着产业道路或延伸,从大型炼油厂和工厂出来就都可以看到了。7.地质钻探用钢管(YB235-70)是供地质部门进行岩心钻探使用的钢管,喀什地区巴楚县供应内外涂塑防腐钢管质量检验报告,按用途可分为钻杆、钻铤、岩心管、套管和沉淀管等。实心管坯经检查并清除表面缺陷截成所需长度,在管坯穿孔端端面上定心然后送往加热炉加热在穿孔机上穿孔在穿孔同时不断旋转和前进,在轧辊和顶头的作用下,再送至自动轧管机上继续轧制后经均整机均整壁厚,经定径(减径)机定径,利用连续式轧管机组好热轧涂塑钢管是较先进的方法,若欲获得尺寸更小和质量更好的涂塑钢管,必须采用冷轧冷拔或者两者联合的方法冷轧通常在辊式轧机上进行,管在变断面圆孔槽和不动的锥形顶头所组成的环形孔型中轧制,冷拔通常在单链式或双链式冷拔机上进行挤压法即将加热好的管坯放在密闭的挤压圆筒内穿孔棒与挤压杆起运动,和田地区涂塑钢管如何焊接,使挤压件从较小的模孔中挤出,此法可好直径较小的管。检验项目。钢的密度为7.85g/cm3外径和壁厚的单位:mm。外径小的涂塑钢管,就可以称为涂塑钢管涂塑钢管还可以分为:无缝管和直缝(也可以称为焊接)涂塑钢管,般在管的外径89mm以下的,和田地区内涂塑复合钢管管材行业面临着发展机遇常见的4个特点,4mm以上的;都可以统称为涂塑钢管。好工艺流程圆管坯→加热→穿孔→辊斜轧、连轧或挤压→脱管→定径(或减径)→冷却→矫直→水压试验(或探伤)→标记→入库按好方法不同可分为热轧管、冷轧管、冷拔管、挤压管等,热轧涂塑钢管般在自动轧管机组上好,,实心管坯经检查并清除表面缺陷截成所需长度,在轧辊和顶头的作用下,管坯内部逐渐形成空腔称毛管,再送至自动轧管机上继续轧制后经均整机均整壁厚,和田地区衬塑钢管件,和田地区内涂塑复合钢管管材行业面临着发展机遇参考价上涨50元/吨,无需求的上涨是耍流氓?,经定径机定径,达到规格要求,利用连续式轧管机组好热轧无缝管是较先进的方法,若欲获得尺寸更小和质量更好的无缝管,必须采用冷轧冷拔或者两者联合的方法冷轧通常在辊式轧机上进行,管在变断面圆孔槽和不动的锥形顶头所组成的环形孔型中轧制,冷拔通常在单链式或双链式冷拔机上进行挤压法即将加热好的管坯放在密闭的挤压圆筒内穿孔棒与挤压杆起运动,使挤压件从较小的模孔中挤出,此法可好直径较小的管。
目的:1.使淬火钢件内的残余奥氏体全部或大部转换为马氏体,从而提高钢件的硬度、强度、耐磨性和疲劳极限;2.稳定钢的组织,以稳定钢件的形状和尺寸。检验方法。涂塑钢管既有钢管的机械性能,和田地区内涂塑复合钢管管材行业面临着发展机遇制造工艺技术发展历程概述,又有塑料管的耐腐蚀,缓结垢,不易生长微生物的特点,是输送酸、碱、盐、有腐蚀性气体等介质的理想管道。随着人们的环保意识、健康意识的普及,新型环保给水用管材如雨后春笋般层出不穷其品种之多难以枚举。涂塑钢管是种耐高温和强腐蚀的氟塑料,在强腐蚀介质条件下2衬里管道分正压、负压两大类.钢衬聚氟乙烯管道采用20#无缝钢管内衬优质的F4(PTFE)组成,其两侧都有F4翻边和标准法兰便与安装。车丝管又分为:普通车丝管和管端加厚车丝管。14..石油裂化用涂塑钢管(GB9948-88)是适用于石油精炼厂的炉管、热交换器和管道涂塑钢管。和田地区。实心管坯经检查并清除表面缺陷截成所需长度,在管坯穿孔端端面上定心然后送往加热炉加热在穿孔机上穿孔在穿孔同时不断旋转和前进在轧辊和顶头的作用下,管坯内部逐渐形成空腔称毛管,再送至自动轧管机上继续轧制后经均整机均整壁厚,经定径(减径)机定径,达到规格要求,利用连续式轧管机组好热轧涂塑钢管是较先进的方法,若欲获得尺寸更小和质量更好的涂塑钢管,管在变断面圆孔槽和不动的锥形顶头所组成的环形孔型中轧制,和田地区消防用涂塑复合管道,冷拔通常在单链式或双链式冷拔机上进行挤压法即将加热好的管坯放在密闭的挤压圆筒内穿孔棒与挤压杆起运动,使挤压件从较小的模孔中挤出,此法可好直径较小的管。1.2内结疤:特征:钢管内表面呈现斑疤,般不生根易剥落。2.正火操作方法:将钢件加热到Ac3或Accm以上30~50度,保温后以稍大于退火的冷却速度冷却。
,喀什地区塔什库尔干塔吉克自治县涂塑钢管价钱产品的常见用处,喀什地区伽师县钢管涂塑哪家好产品的选择常识