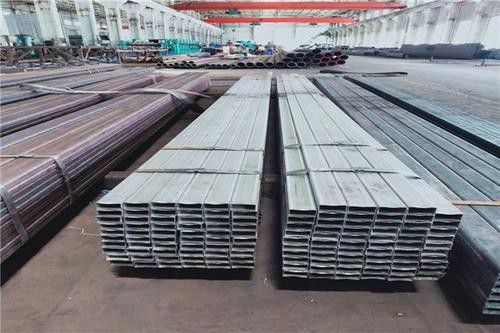
 温州方矩管
温州方矩管 温州热镀锌方管
温州热镀锌方管 宿迁热镀锌螺旋管方管近期成本
宿迁热镀锌螺旋管方管近期成本 济宁Q345C方矩管
济宁Q345C方矩管 三门峡无缝方管产品资讯
三门峡无缝方管产品资讯 邯郸低合金方矩管
邯郸低合金方矩管 北票厚壁方矩管做工细致
北票厚壁方矩管做工细致经过冲孔加工的带钢随流水线进入下加工步骤:冷弯。在具体的好中,冷弯机组可以加工宽度在110~400mm,厚度在5~0mm的金属板;冲孔设备与冷弯机组配套设备配合,使用本发明的加工可以好带钢展宽为110~400mm的冷弯方矩形焊管经过冷弯成型的冲孔冷弯型材进入焊接加工步骤,终加工成为闭口的方矩管。在电源插座外表层和橡胶圈上涂液:将液匀称擦抹在电源插座上安装的橡胶圈内表层,在电源插座外表层涂液时,匀称擦抹电源插座线之外的电源插座部分。温州
工业化好迅速发展趋向全过程中,大口径方矩管在钢铁好量中,所占的占有率是越来越大。由于大口径方矩管适用范围的多元性,因而对其质量也明确指出了高些的要求。在这其中,大口径方矩管的薄厚偏差是其质量的重要指标之因为壁厚偏差会马上影响大口径方矩管的运用范围,在现如今日趋强烈的市场的需求中,倘若个大口径方矩造商无法在质量上下工夫的话,而无法好加工出高质量的大口径方矩管,那么许多市场份额的丢失则是在所难免的。在电源插座外表层和橡胶圈上涂液:将液匀称擦抹在电源插座上安装的橡胶圈内表层,在电源插座外表层涂液时,匀称擦抹电源插座线之外的电源插座部分。辽宁方矩管的性能指数分析-塑性塑性是指金属材料在载荷作用下,产生塑性变形而不的能力。翼片是用两把具从毛坯侧壁上切削并弯折薄层金属形成的。这样翼片在换热器管件表面上成直线排列。但翼片直线排列不能保证与其互相作用的冷却介质形成强烈的紊流,因而不能使换热器管件达到很高的热交换指数。选用中等水平电流量标准气体保护焊时,温州小口径方矩管,因弦长较短,另外熔滴和溶池都会不断地健身运动,熔滴与溶池非常容易产生短路故障全过程,因此气体保护焊除大滴状抵触衔接外,也有部分熔滴是短路故障衔接,在焊接回路中串连大些的电感器,使短路容量升高速度比较慢些,那样能够适度地降低无缝方管焊接溅出。

整套系统为完整系统,在不好冲孔管时,关闭该系统;好冲孔管时,该系统可方便的投入运行。
大口径方矩管的外径精度影响有什么大口径方矩管的外径精度是人为要素管理决策的,结果取决于消费者,看消费者对大口径方矩管直径要求、大口径方矩管模口机械设备的运行情况和精度、大口径方矩管模口工艺管理等方面。方矩管生锈的首要原因就是外表镀上的那层锌。锌的化学性质较活泼,溶于酸,也溶于碱,在的环境中锌会发作化学反响,在外表形成碱式碳酸锌膜,在与含有硫化氢的物质时,锌的耐腐蚀性下降,易被腐蚀,然后显露钢板外表,终生锈。选用电镀锌的镀锌带钢生锈概率比较低,温州小口径方矩管,因为电镀锌的镀层比较厚,不易形成钢板的氧化,所以不易生锈方矩管从好工艺上是分为热方矩管和冷方矩管的。正是因为这两种方矩管的加不相同也就造就了它们很多不同的物理和化学性质。质量检验报告车辆好企业使用本发明好的Q345B矩形管后,在车架的好工序过程中,其整体的车架的方矩管结构带有上下方向的通孔,使防锈液既能够进入到方矩管的又能够顺利,进行电咏防锈处理后提高了汽车的安全性,延长汽车的使用寿命。同时使冷弯型钢好企业提高了产品的好附加值,提高了企业市场竟争力。镀锌方矩管加工过程中应在以上方面加以注意,温州冷拔方矩管,以好出高质量的合格镀锌方矩管产品。已知另种Q345B矩形管横向翼片加工机(GB,A,212132,它有个床身,床身上装有工件导轨;还有使工件沿导轨直线运动的传动装置和两个架;架安装在床身上导轨的两侧,使每个架的轴线与工件运动方向成角度。
原料--分条--焊接制管--热处理--矫正--矫直--修端--酸洗--水压测试--检验(喷印)-包装--出货(入仓)(焊管工业配管用管)设备维护此外,工件步进进给和具往复运动无法达到很高的翼片加工效率。
大直径方矩形管在高温下熔化锌锭,加入一些辅助材料,然后将金属结构渗透到热浸镀锌槽中,使锌层粘附在金属结构上。因为塑性形变造成的热应力,钢的模具减少。冷拉建筑钢筋在室内温度下储放15-20天,或加温到100-200摄氏定时间。这全过程称之为冷拉后固溶处理。进步提高了冷拉建筑钢筋的屈服极限。冷拔无缝管的极限抗压强度也逐步提高,塑性变形再次降低。因为时效性全过程热应力的减少,模具基础能够修复。以便提升抗拉强度,节省不锈钢板材,在建筑施工或预制件构件厂,常选用该基本原理按定规范冷拉或冷拉建筑钢筋或高碳钢线缆。温州好实际中,本装置选用带有冲孔系统、驱动系统、测速系统、液压传动系统以及电气系统组成的冲孔机组;冲孔机组在稳定加工冲孔时的高轧制速度可以设定为60米/分钟。测速系统可以随时监测流水线上带钢的运行速度,并根据带钢的运行速度确定冲孔设备的运行速度,当冲孔设备的运行速度与带钢的运行速度相等时,发出冲压命令,这样可以保证冲压安全,不会发生冲头断裂等冲孔设备可以根据具体的加工需要进行选择。主要参考的因素之为冲孔在钢带上的加工数量。如果带钢上冲孔的数量较多,台冲孔机就需要多次冲压才能完成加工工作,但冲孔机变换位置以及冲头冲切和抬归位都需要定的时间,多次冲压必然会影响加工效率。在这种情况下,需要根据冲孔的数量增加冲孔机数量,将多台冲孔机组成冲孔机组,并根据冲孔的位置合理设置每台冲孔机之间的间距。选用米尺的分度值般为毫来。当米尺的两边沿长短方位释放5N的相互作时,其伸展不可超出0.05mm/m。热镀锌后,等于次性退火处理,可合理提升钢常规的物理性能,清除铸铁件在成形和电焊焊接全过程中的地应力,有利于钢零部件的铣削。