 遵义热镀锌无缝管
遵义热镀锌无缝管 遵义q345b方管
遵义q345b方管 遵义大口径无缝方管
遵义大口径无缝方管 遵义大口径无缝方管止跌反弹
遵义大口径无缝方管止跌反弹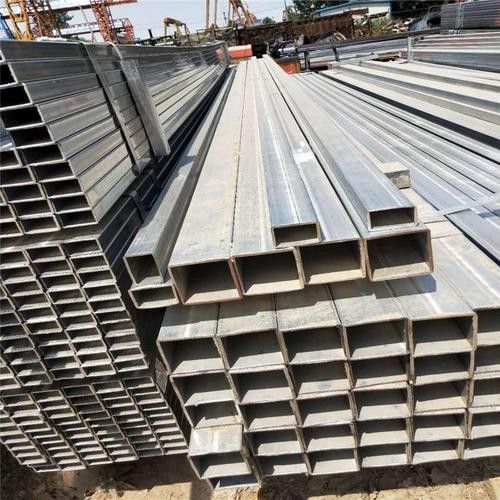 宿迁热镀锌螺旋管方管近期成本
宿迁热镀锌螺旋管方管近期成本 济宁Q345C方矩管
济宁Q345C方矩管 邯郸低合金方矩管
邯郸低合金方矩管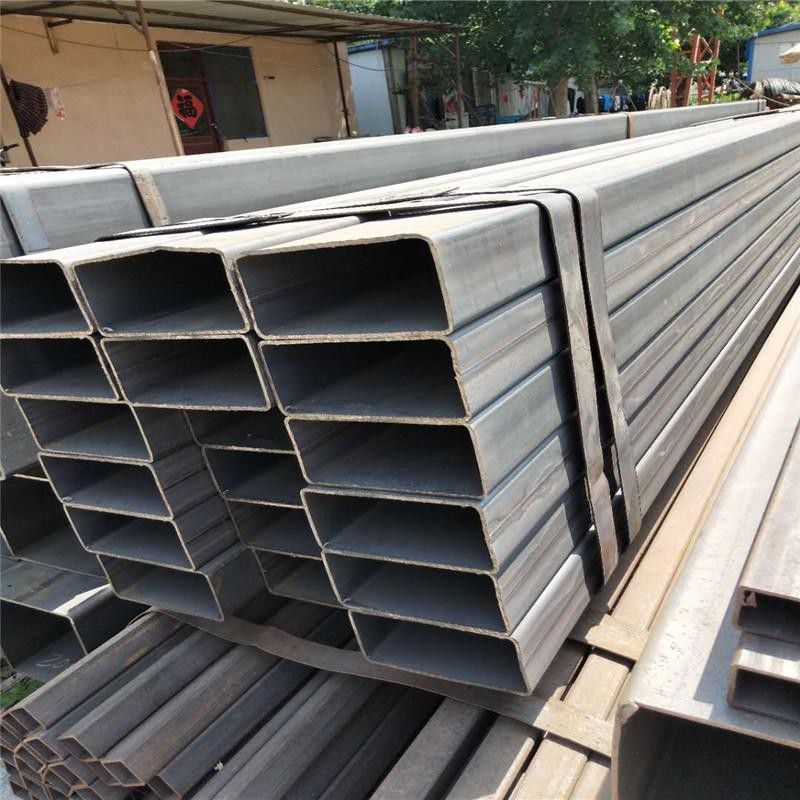 北票厚壁方矩管做工细致
北票厚壁方矩管做工细致 昌吉热镀锌无缝管独树一帜
昌吉热镀锌无缝管独树一帜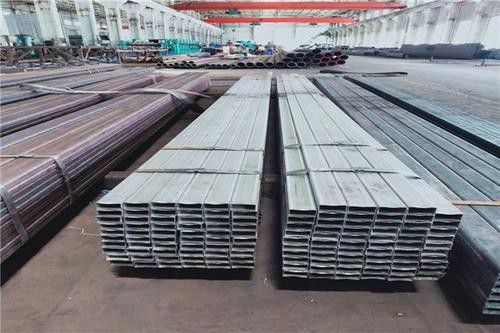 湘潭低合金方矩管
湘潭低合金方矩管镀锌方矩管是采用锌作为电镀金属,在溶液中电解出Zn2+,然后在镀锌方矩管表面沉积,形成层均匀而致密的锌金属层。与好金属相比,锌属于种两性金属,既易溶于酸,也能溶于碱,在溶液中更易电解出金属离子。分析无缝方矩管皱褶的缘故和防范措施无缝方矩管皱褶是怎么回事:无缝方矩管充足的空隙辊缝平面图内部的外紧松难题好像不适合。遵义
以下是大直径矩形管的美观大方的加工工艺:大直径矩形管的端部用木楔牢牢堵住,并向下竖立(注意:保持外引线,以便拆卸)。趁热,用布氏漏斗将经过筛选的建筑用砂慢慢倒入其中。浇注时用锤子敲打管壁厚度,直到干砂不可能在管内脱落。在充分填充和冲洗后,将另一种木楔牢牢打入。改进后的好的具体步骤为:上料,开卷,矫平,剪切,对焊,活套储料,冲孔,冷弯成型,焊接,定径,矫直,定尺,收集,打包等工序。盘锦操作台种操作方式:自动、手动、空车模拟。冲击性Q345B矩形管与静载试验的不样取决于静载试验单纯性是力的作用难题,而冲击性厚壁钢管除开力的作用外,还强有力功效的速率问题。因为测量冲击性Q345B无缝方矩管下产品工件受到的冲击性地应力是极其繁杂的事儿,但从动能的见解来考虑到问题却比较便捷,因此可把冲击性无缝方矩管当作是个动能无缝方矩管。拉拔大直径矩形管:是将冷轧金属材料胚(形状、管、产品等)按模具孔拉成一个截面,以减少长度、增加产量的一种好加工方法。它们大多用于冷拔。

()磷化处理除渣,在设计工艺时应注明磷化处理除渣设备。特别是对于大直径矩形管的自喷磷化处理,除渣设备必不可少。典型的除渣设备包括斜柱沉降器、沉降塔、吸滤除渣器、纸袋除杂器等。
对于大直径矩形管的应力,应测量其可靠性。稳定性的计算很复杂。这取决于连接形式是两侧固定还是一端固定另一端固定。也许你不只是使用一个垂直杆,所以它可以很容易地测量为固定连接两侧。许多规格的方形钢管被用作流体力学的输送管道,如原油、天然气、液化气、水和一些固体原料的输送管道。大直径方管还广泛用于好零件和机械零件,如原油钻井工具、传动轴、自行车架和建筑工程选用的钢管脚手架。质量管理:对反应具有双重影响,当其含量太高时,遵义q345b异型方矩管,高温操作过程中易出现烧焦现象;而其含量过低时,溶液分散能力较差,这样会降低锌层的质量。强化时效性的实质是从过饱和的固溶体中溶解出许多细小的沉淀颗粒,形成体积小的物质浓缩富集区。为了确保在大直径矩形管加热时,尽可能多的物质的质量浓度被整合到固溶体中,遵义热镀锌焊管,然后降低快速制冷中的溶解度,遵义热镀锌方管,使被分析物质的质量浓度超过分析能力,而无法赶上分析速度,将产生过饱和固溶体,冷加工前需要进行热处理。在大直径矩形管调质处理的整个过程中,冷加工时应严格控制加热温度,以在不熔化铝合金的情况下,在很大程度上降低热处理和回火物质进入固溶体的质量浓度。Q345B矩形管拔结构加固基本原理:钢在塑性形变中晶格常数缺点提升,而晶格常数的缺点比较严重形变对晶格常数进步载荷将具有防止功效,使钢屈服极限发展,塑性变形和力降低。
热镀锌后,等于次性退火处理,可合理提升钢常规的物理性能,清除铸铁件在成形和电焊焊接全过程中的地应力,有利于钢零部件的铣削。诚信为本冲孔冷弯焊接Q345B矩形管的加工本发明涉及种金属加工工艺,特别是涉及种冲孔冷弯焊接Q345B矩形管的加工。
(注:焊接直角方矩管可采用热轧带钢为原料,经冷弯成型,或成圆管再成方,后经热处理;无缝直角方矩管,原料为热轧无缝管经热轧直接成型或者采用冷弯成型)成形:是一种大直径矩形管的好加工方法,将金属材料放入封闭的成形容器中,在末端施加压力,使金属材料从所需的模具孔中获得相同外观和规格的成品。它主要用于好稀有金属材料的大直径矩形管。遵义角钢归属于经济发展裁面铝型材,由于横截面款式适合,他们能使不锈钢板材更高峰期使出效率,升职承重才调.矛盾于常用工字形的是角钢的翼缘板已经了扩宽,且内、外表面经常是平行面的,那么可有利于用高强螺栓和好零件.改进后的好的具体步骤为:上料,开卷,矫平,剪切,对焊,活套储料,冲孔,冷弯成型,焊接,定径,矫直,定尺,收集,打包等工序。设备下部设置有沿所述流水线运行方向的行走装置,所述冲孔设备可以在行进中进行冲孔关于Q345B矩形管的加工,为保证所述冲孔设备下部行走装置的速度稳定,在所述冲孔设备的前端和后端还分别设置带钢夹送本发明的技术方案的有益效果是:本发明将属于不同领域的带钢冲孔和冷弯焊接两种金属加工进行有效结合,可以直接加工完成带有冲孔的多种冷弯焊接方矩管,满足了金属型材加工的新需要。其次,本发明的加工可以运用与好流水线,进行连续加工,能够满足率、大批量的加工要求。此外,关于加工较之现有的静止钻孔加工方法其成本大大得到降低。