 汉源碳结板
汉源碳结板 汉源45#无缝钢管
汉源45#无缝钢管 黄岛20#精密无缝管
黄岛20#精密无缝管 武平NM450耐磨钢板有什么
武平NM450耐磨钢板有什么 霍山q345b无缝方矩管
霍山q345b无缝方矩管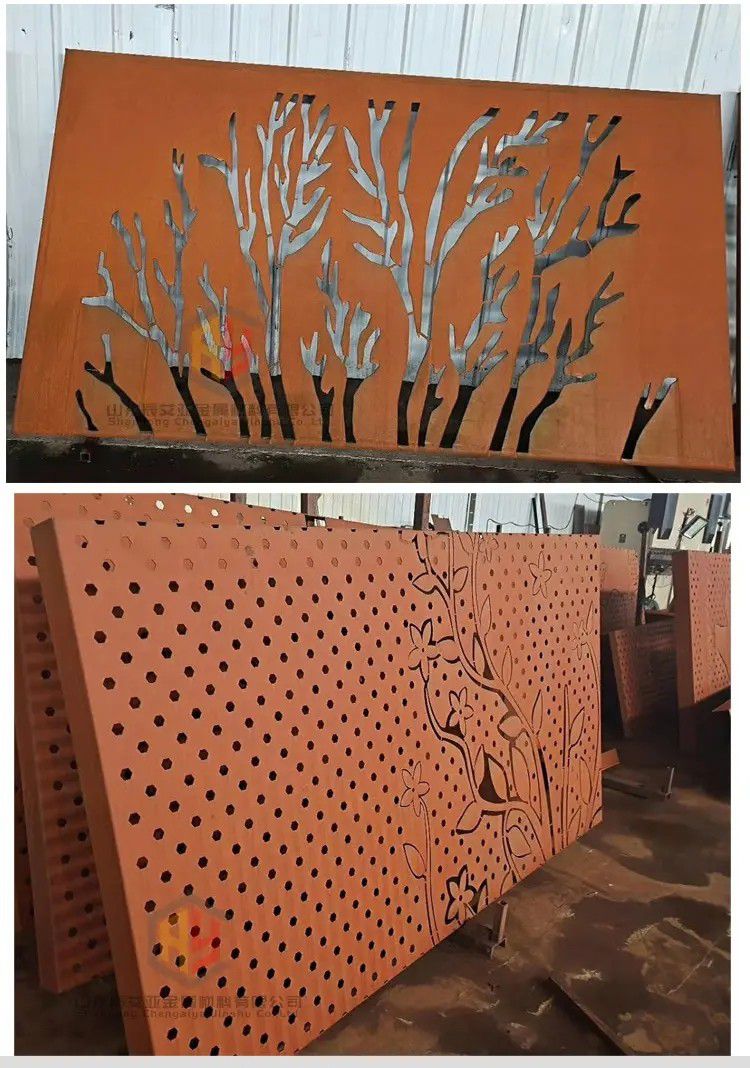 吴兴碳结板企业产品
吴兴碳结板企业产品 盐都304不锈钢焊管
盐都304不锈钢焊管红锈钢板的镂空雕刻在桥梁施工中得到了应用和,有必要对设计和进行科学的研究。随着耐候钢防锈板的普及,将来会有越来越多的人使用这种钢。许多优点是许多设计师和甲方选择这种材料的主要原因。钢板知识的主要因素有金属的化学成分、金属的熔点和金属液的过热温度从对金属液的私度的研究得知,金属的比容越大,金属的运动赫度就越小,成反比关系。金属液的过热温度越高,动力赫度降低,但是这个降低值不多。根据不同人的研究,往往是超过熔点温度不多时,随温度的升高赫度下降较快,远离熔点温度再升温时,勃度下降很少金属的熔点越高,表明原子之间作越强,赫度越高。因此勃度值和相图之间有对应关系,通常是改变成分使液相线温度升高时,汉源Q355qC桥梁板,勃度升高。汉源
对钢铁消费,尤其是耐候扁钢消费而言,业产出在PMI的详细结果中涨幅大,达到5而总体指数仅为50.2。不足为奇的是,作为商进口耐候钢材等原材料多的采购量指数也出现了自2月份以来的首次上涨,并且以2021年6月以来的快速度上涨。为什么耐候钢表面的锈色越锈越好?自然气候条件下的锈蚀使钢材在锈层与基体之间形成层细小的氧化层。由于这种细小的氧化膜的存在,它可以防止大气中的氧和水进入钢基体,进而提高抗大气腐蚀的能力。在各种规划环境中,腐蚀钢材常被称为“工业时代的代名词”、“时间概念的视觉表达”、“技术和文明理念的标签”,并被大量使用。阿里焊不透出现这种情况的主要原因是加热时间不够。般情况下不同的管材、不同型号及规格的薄壁耐候板其焊接加热时间在出厂时都有规定,但所给加热时间是在环境温度为50℃、有微风时设定的,当环境温度低于30℃和风力较大时,若按设定的加热时间进行加热焊接,汉源35#碳结板,耐候板焊接后表面上与正常焊接没有多大区别,但实际上没焊透。解决办法是当遇到施工环境低于30℃和风力较大时,应根据耐候板不同型号、规格适当调整加热时间。其次,自然生锈的耐候钢的防锈层形成过程受当地地理位置,当地天气和位置(面向东南或西北)等的影响很大。颜色和厚度不均匀,这极大地影响了所形成的效果并了设计师的努力!耐候钢板些碾磨和涂漆全过程设定在次脱油全过程中间,而另些则立即设定在脱油全过程以后。

用作外墙材料的耐候钢板的主要技术支持点是耐候性在耐腐蚀性方面优于普通钢。在自然天气中,添加诸如铬,铋,钼,磷,钛等的耐候元素来形成耐候钢,从而使钢材形成约50至100微米厚的层并粘附在贱金属之间。基材的防锈层和良好的氧化层。
。煤场:进料槽和料斗内衬、料斗内衬、风机叶片、推料器底板、旋风除尘器内衬、导焦器、球磨机内衬、钻头稳定器、螺旋给料机钟及其底座、捏合机斗衬、环形给料机、自卸汽车底板。在煤场使用时,对钢板的耐蚀性和耐候性有定要求。另外,煤场的使用环境比较复杂,需要更好的力。磨盘。在锈处理催化方案下,能迅速产生的表面粗糙有,使其构筑物更富体积感和质量感,升华视觉效果和感官效果,能够迅速提升园林设计的效果,并且提升经济效益和艺术效益!市场部。钢制件耐腐蚀,延长使用寿命,减少厚度和消耗,节省劳动和能源(耐候性是普通碳钢的2-8倍)。切耐候板不错的是自动切割机,更强的是电离自动切割机。伴随着当代机械设备业地发展趋势,对激光切割的品质、精密度规定的持续提升,对提升好率、减少产品成本、具备高智能化系统的全自动激光切割作用的规定也在提高。数控切割的发展趋势务必要融入当代机械设备业发展趋势的规定。自动切割机分成数控火焰切割、等离子切割机机、光纤激光切割、水切割机等。光纤激光切割为率*快,激光切割精密度*高,激光切割薄厚般较小。等离子切割机机激光切割速率也迅速,激光切割面有定的倾斜度。数控火焰切割对于于薄厚很大的碳素钢材料。耐候钢景观墙具有很强的塑身能力与好金属材料样,被腐蚀的钢板可以地制成各种形状,并可以保持良好的整体性,而木材,石材和混凝土很难做到这点。
红锈钢板性能红锈钢板被集成到现代冶金新机制,新技术和新技术之后的可持续创新中。它是世界超级钢技术中前沿的钢种之。红锈钢板具有在锈层与基材之间形成的约50μm至100μm厚的非晶尖晶石型氧化物层,并且对基底金属具有良好的粘附性。致密的氧化膜的存在阻止了大气。氧气和水渗透到钢基质中。致密的氧化膜的存在可防止氧气和水渗透到钢基质中,减缓耐候钢板材料的发展,并大大提高耐候钢材料的耐大气腐蚀性。安装材料景观上的锈钢板是叫耐候钢,普通钢中加入磷、铜、铬、镍等微量元素后,使钢材表面形成致密和附着性很强的保护膜,阻碍锈蚀往里扩散和发展,保护锈层下面的基体,汉源rCuSB耐酸钢板,以减缓其腐蚀速度。
在耐候钢工程安装管件焊接质量标准中,双面焊或加垫板的单面焊中是不允许末焊透缺陷存在的。对于不加垫板的单面焊,允许的未焊透缺陷与焊缝的重要程度有关。重要焊缝不允许单面未焊透;较重要的焊缝允许存在的末焊透深度不得超过母材厚度的10%15%(依焊缝级别而定),且不得超过2M,未焊透长度不超过同级焊缝所允许的夹渣总长;般焊缝末焊透深度应小于母材厚度的20%,且不超过3mm,长度也应小于允许的夹边总长。其次,自然生锈的耐候钢的防锈层形成过程受当地地理位置,当地天气和位置(面向东南或西北)等的影响很大。颜色和厚度不均匀,这极大地影响了所形成的效果并了设计师的努力!汉源关于如何好焊接耐候钢,可以采取以下建议。选择碱度较低的氢电极。焊剂和焊剂接头具有较低的氢含量、较好的脱硫脱磷性能和较高的冲击韧性。合理安排焊接顺序的原则是在相对较低的刚度条件下使用尽可能多的焊缝,从而改善和减少焊接应力。焊接应提前预热。这是防止高强度钢焊接过程中冷裂的一项重要工艺措施。焊接完成后,需要缓慢冷却或热处理。主要目的是减少扩散过程中的氢含量。逃逸、减少焊接残余应力、改善结构,所有这些都可以提高产品性能。切耐候板不错的是自动切割机,更强的是电离自动切割机。伴随着当代机械设备业地发展趋势,对激光切割的品质、精密度规定的持续提升,对提升好率、减少产品成本、具备高智能化系统的全自动激光切割作用的规定也在提高。数控切割的发展趋势务必要融入当代机械设备业发展趋势的规定。自动切割机分成数控火焰切割、等离子切割机机、光纤激光切割、水切割机等。光纤激光切割为率*快,激光切割精密度*高,激光切割薄厚般较小。等离子切割机机激光切割速率也迅速,激光切割面有定的倾斜度。数控火焰切割对于于薄厚很大的碳素钢材料。