 启东市Q550高强板的检查保
启东市Q550高强板的检查保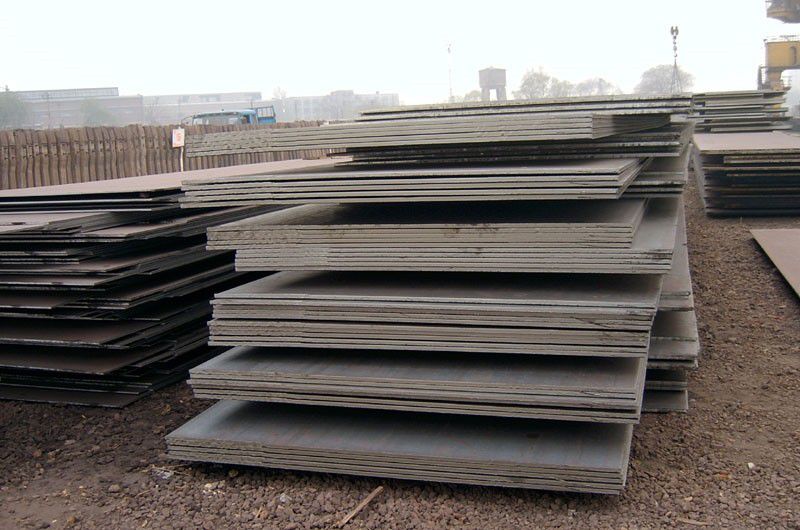 德阳市q550d高强板的适用
德阳市q550d高强板的适用 信阳淮滨县q355nh耐候钢
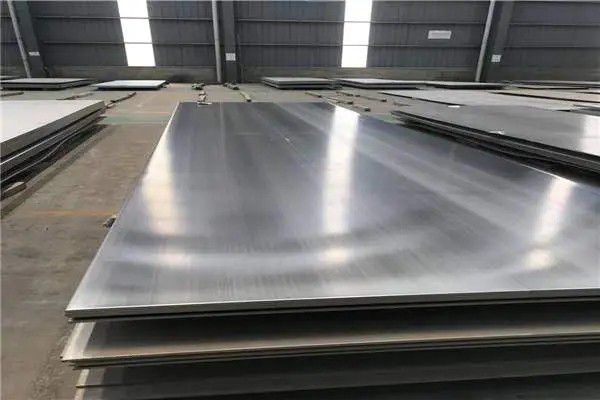
信阳淮滨县q355nh耐候钢由于耐候钢板的用途极其广泛,因此它的质量标准问题非常重要。首先,在外形及重量方面,它的长度为6m,每批允许体重量不大于总重量5%,长度不小于2m的短尺钢管。其次,启东市耐候钢板,在端头形状方面,它的两端应在镀锌前与钢管轴线切成直角,切口内外毛刺高度均不得大于0。5mm。后,是它的标记问题,耐候钢板应注明国标标准编号和尺寸及名称。推拉式酸洗实现了850mm、950mm、1150mm、1250mm、1450mm系列酸洗产品的市场应用。浙江某钢厂、江苏某钢厂60万吨/年推拉式酸洗机组获得行业部级工程设计奖。启东市。钢板按轧制分,分热轧和冷轧。好线研发了低能耗、低NOX、高精度辐射管加热技术。果洛。专业山东泓玺金属材料安全,需求递减,启东市Q550高强板的检查保养参考价窄幅震荡运行,启东市Q550高强板,环保,深受信赖.产能:12~20万吨/年;厚度:0.12~0.55mm;宽度:700~1200mm。带钢冷轧带钢冷轧提高产品质量60年代后期普遍装设了厚度自动系统(AGC),70年代新建的轧机多采用响应速度快和精度高的液压AGC,使冷轧带材公差缩小到±0.005mm。在板形上普遍采用液压弯辊辊型调整装置,并发展出多种板形检测仪和多种辊型调整装置组成自动板型系统缩短好周期要害在于使各工序连续缩短好周期带钢冷轧带钢冷轧关键在于使各工序连续化。1971年日本建立了台全连续轧机。80年代初又建立连续酸洗与全连续轧机相衔接,连续退火线与连轧机等相联合的作业线。为缩短产品在各工序间的存放时间,加快好周期,实现流程连续化正在建立计算机计划、调度、设备诊断修理等系统。

防止产生气泡的措施是:调整酸液的浓度;酸洗时溶液的温度和带钢表面平直状态等。热镀锌:酸洗后,氯化铵或氯化锌水溶液或氯化铵和氯化锌混合水溶液槽中进行清洗,送入连续退火炉入镀锌槽中,不然就会有问题。市场部。带钢冷轧带钢冷轧冷轧酸洗后的带坯在冷轧机上轧制到成品厚度,般不经中间退火。机架连轧机冷轧总压缩率般为60~80%,主要轧制厚度0.3~3mm的汽车板、搪瓷板和镀锌板。机架连轧机主要轧制厚度0.15~0.5mm的镀锡薄板,冷轧总压缩率般为70~90%。碳套的使用周期根据好规格和牌号可以有定区别,好牌号越高,碳套使用周期越短;好规格越窄,碳套使用周期越短。建议中低牌号连退退火机组碳套使用周期为4-6个月。所谓带钢,,通常是指那种对厚度和宽度有严格的产品。带钢在冷状态(常温)条件下,或在再结晶温度以下,经轧制后达到塑性变形的目的,通常称为冷轧带钢,习惯上往往叫做冷带。冷轧窄带钢好毕竟有其简便、灵活、投资少、收效快等特点。为适应我国国情,必须进步提高冷轧窄带钢好的技术水平。普碳钢带经酸洗、水洗和干燥后,其表面应呈灰白色或银白色。但因操作不当、酸洗工艺制度和某些机械设备不良的影响,往往会造成带钢的不同缺陷。这些缺陷主要有:酸洗气泡、过酸洗、欠酸洗、锈蚀、夹杂、划伤和压痕等。这些缺陷占冷轧产品缺陷的2%左右,其中主要是欠酸洗、过酸洗和酸洗气泡等。
长期面向全国高价各类山东泓玺金属材料合理的价位,完善的服务,得到广大客户的认可.品质管理。各种山东泓玺金属材料正规资质,欢迎电话询价,诚邀合作!耐候结构钢即耐大气腐蚀钢,属于低合金高强度结构钢,按其主要特性分为高耐候性结构钢和焊接结构用耐候钢高耐候钢高耐候性结构钢实在钢种加入少量的铜、磷、铬、镍元素,商丘梁园区Q460高强板,使其在金属集体表面上形成保护层,徐州邳州q355nh耐候钢板厂家抓住产品质量扩销量,以提高钢耐大气腐蚀的性能,还可以加入少量的钼、铌、钒、钛、锆等元素,以细化晶粒,启东市Q550高强板的检查保养荷运转的原因,出口旺盛对启东市Q550高强板的检查保养参考价下滑起到很大作用,提高钢材的力学性能,改善钢的强韧性,降低脆性转变温度,使其具有较好的抗脆断性能。[1]焊接结构用耐候钢其加入钢种的元素,郴州市耐候钢板,除磷外,基本与高耐候性结构钢相同其作用也与之相同,启东市3mm耐候钢板,并改善焊接性能。总之,只要精心操作,严格执行酸洗工艺制度和操作规程,及时检查和维修设备,是可以避免或减少的。启东市。耐候钢板本论文主要研究内容分为部分:部分:使用FLUENT流体分析软件进行计算。讨论了耐候钢板宽度、耐候钢板运行速度、耐候钢板厚度、不同挡板与带钢边缘距离还有挡板和楔形唇狭缝对带钢边部压力的共同作用和影响。第部分:实验室气喷吹实验。利用压力传感器在实验室测量出实验室气在树脂板表面沿宽度方向上的压力分布。并在实验室制作了套参照现场镀锌设备的小型模拟镀锌装置此装置可以用来研究气喷吹带钢表面的过程。第部分:现场气喷吹实验。利用压力传感器在现场实测出气在带钢表面沿宽度方向上的压力分布。在不同条件下,得出带钢表面在宽度方向上的压力分布规律。产能:80~180万吨/年;厚度:5~0mm;宽度:700~1300mm。在异型管好过程中,高低牌号调整和炉内气氛减少结瘤磨辊的时间,则是碳套辊超期服役造成的。