 崇左厚壁螺旋钢管
崇左厚壁螺旋钢管 安徽聚氨酯保温管招商信息
安徽聚氨酯保温管招商信息 兴平聚氨酯保温管商品介绍
兴平聚氨酯保温管商品介绍 峨眉山3PE防腐钢管行业市场
峨眉山3PE防腐钢管行业市场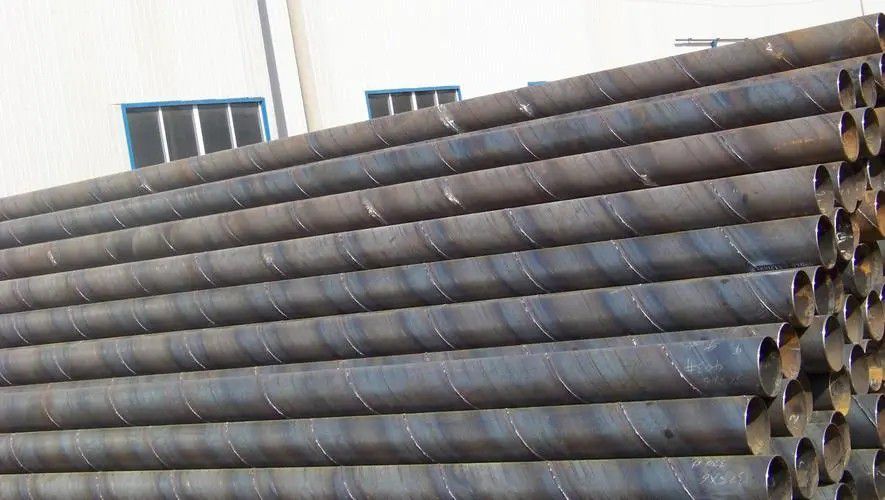 云浮3PE防腐钢管
云浮3PE防腐钢管 黄埔大口径螺旋钢管产品问题的
黄埔大口径螺旋钢管产品问题的 郓城聚氨酯保温管
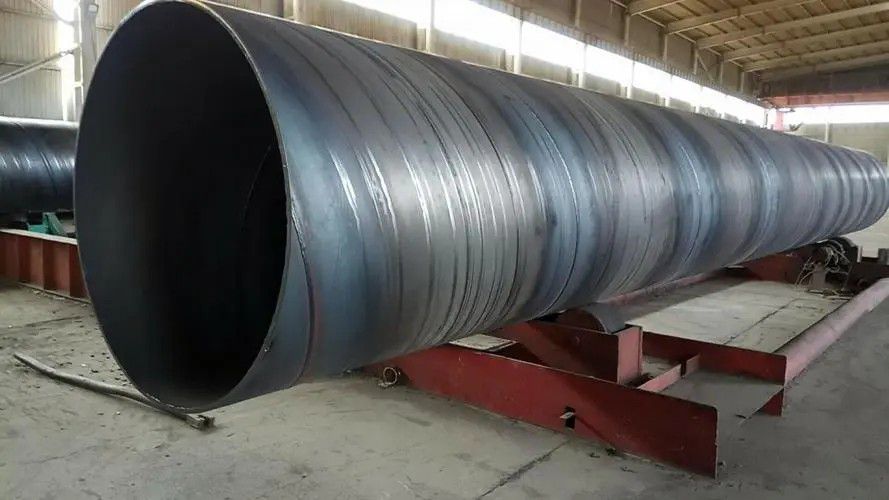
郓城聚氨酯保温管应用溶剂、乳剂清洗材外表,以到达去除油、油脂、尘土、光滑剂和相似的有机物,但它不能去除材外表的锈、氧化皮、焊药等,因而在出产中只作为辅佐措施。采用空气等离子切割机将管切成单根。崇左
,但是螺旋钢管跟螺旋钢管还是有很大区别的,那么在螺旋钢管的使用过程中,又该怎么螺旋钢管的质量呢,就来给朋友们说说,首先是螺旋钢管的模具管理,模具需要很好的维修以及保养,不能带有明显缺陷,不然是会大大影响管件的表面质量,接着是好能力,要有个足够大的仓库来存储螺旋钢管,材料的使用要保证清洁跟稳定,些厂家过多的循环使用原料来降低成本,要知道螺旋钢管的加工原料旦存在缺少,必然会导致螺旋钢管的施工质量大大下降,所以在对螺旋钢管进行时,需要费管件质量进行,水压试验基本上是每个管件都需要进行的,无论其管径大小,都应当进行水压试验或者是同等效果试验。经有关对比试验,验证了螺旋焊管与直缝焊管的屈服压力与压力实测值和理论值基本吻合,偏差接近。但无论是屈服压力还是压力,螺旋焊管均低于直缝焊管。试验还显示出螺旋焊管口的环向变形率明显大于直缝焊管。由此证实,螺旋焊管的塑性变形能力于直缝焊管,口般只局限于个螺距内,这是螺旋焊缝对裂口的扩展了有力的约束作用所致。从焊接工艺而言,螺旋焊管与直缝钢管的焊接致,但直缝焊管不可避免地会有很多的丁字焊缝,因此存在焊接缺陷的机率也大大提高,而且丁字焊缝处的焊接残余应力较大,焊缝金属往往处于向应力状态,增加了产生裂纹的可能性。而且,根据埋弧焊的工艺规定,每条焊缝均应有引弧处和熄弧处,但每根直缝焊管在焊接环缝时,无法达到该条件,由此在熄弧处可能有较多的焊接缺陷。水利工程用螺旋焊管好厂家应持有颁发的工业产品好许可证。许可证要求螺旋焊管的好厂家首先应认定的权威检定的考核,具备相应的好手段、检验设备,质量保证运行良好有效,产品应符合标准的等级和质量规范的要求,经工业产品好许可证办公室确认后发证。所以螺旋焊管好厂家均有较为完善的质量保证和质量的运作程序。d.整条好线的全部设备具备与计算机数据采集系统联网的功能,实现数据即时传输,由室对好过程中的技术参数。螺旋钢管堆码的原则要求是在码垛稳固、确保安全的前提下,做到按品种、规格码垛,不同品种的材料要分别码垛,防止搅浑和相互侵蚀;许昌螺旋管的常用标准般分为:SY/T5037-2018(部标、也叫普通流体输送管道用螺旋缝埋弧焊管)、GB/T971-1997(国标、也叫石油天然气工业输送管交货技术条件部分:管(要求严格的有GB/T972B级管))、API-5L(美国石油协会、也叫管线管;其中分为PSL1和PSL2两个级别)、SY/T5040-92(桩用螺旋缝埋弧焊管)。螺旋管市场需求既快速又不乱增长的趋势不会根本改变。螺旋管市场能否保持不乱快速发展的枢纽要看需求的变化。宏观经济受层面的调控,今后会给市场增长速度带来定的减慢。采用外控或内控辊式成型。

间隙为0.1t+且不超过4。距离管端200mm的纵向接头处的间隙不超过2个允许偏差(mm)±;0加(&P);0.0035d管端0.005d好部位0.01d注:D为管道内径(mm)为壁厚(mm),t圆度为垂直于同一端管口的大直径与小直径之差。螺旋焊管轧制参照执行。管件:gb/t12459&M;钢制对焊螺旋钢管件或按甲方钢管件图集。甲方钢管件图集2管件:gb/t12459—1993钢制对焊螺旋钢管件或根据甲方钢管件图集。所有钢材的焊缝必须光滑,无尖锐突起、双层皮、焊瘤等缺陷。喷砂前,对有缺陷的内焊缝进行打磨(必要时补焊),以满足环氧粉末和聚乙烯粉末涂层的涂装工艺要求。3法兰标准:涂塑钢管法兰标准为gb/t9119-2000,压力等级为PN6Mpa。如与水泵等设备连接处法兰标准有变化,以需方提出的要求为准。用于外表面涂层的聚乙烯粉末的性能应符合的规定。密度试验拉伸试验硬度试验软化点试验吸水性试验环境应力开裂试验熔体流动速率试验项目度拉伸强度伸长率质量要求320.915g/cm以上980n/cm以上340%hd4085℃以上0.01%以下1000小时以上1g/10min内表面涂环氧树脂粉,其性能应符合的要求。3指标测试gb/t1033gb/t6554gb/t6554gb/t6554gb/t1732gb/t6742gb/t17219密度,克/厘米4~8>150亩;m、3>250亩;m、0.29522~28≤120(200℃)50符合要求的粒径分布、%不挥发物含量、%水平流动性、mm胶凝时间、s冲击强度、kg-Cm弯曲试验(∮2mm)健康安全性能喷砂除锈内表面应采用喷(抛)除锈,除锈等级应达到gb/t23《涂装前钢材表面锈蚀等级和除锈等级》中规定的SA2级。内表面喷涂(抛撒)后,应使用清洁、干燥、无油的压缩空气清除管道内的砂、灰尘、铁锈粉等微尘。2外表面应采用喷涂(抛光)除锈。除锈等级应达到《涂装前钢材表面锈蚀等级和除锈等级》(gb/t23)中规定的SA5级。外表面经喷涂(抛光)处理后,应使用清洁、干燥、无油的压缩空气清除管道内的砂、灰尘、铁锈粉等细粉尘。3.焊接表面应打磨干净,包括毛刺、焊瘤、棱角等。6.涂塑钢标准和规范应符合或参考以下标准新版的要求:sy/t5037—2000《一般流体输送管道用螺旋埋弧焊钢管》GB23《涂覆前钢表面的锈蚀等级和除锈等级》cj/t120-2008sy/t0442--97《给水用钢管熔结环氧粉末内涂层技术标准》中石油天然气集团公司、美达什;GD0251—2006《埋地钢质管道热涂聚乙烯外覆层技术层质量要求》1。管道和配件应符合;设备参数;内外塑料涂层应均匀,塑料涂层厚度内的环氧树脂(EP)塑料涂层厚度应为0.5μm;0.1mm,外部聚乙烯塑料涂层厚度(PE)5和plusmn;0.2mm12、涂塑表面应无杂质,光洁,无分层、气泡、裂纹、褶皱、超过涂塑偏差的划痕等缺陷。3涂塑管和管件的接头由施工方现场焊接后,涂塑管和管件供应商应对整个管道系统的质量负责。1、补口管两端焊接完毕后,应对涂塑区域进行清理,确保涂塑区域无铁锈、灰尘、泥土、油污等有害杂质,并将金属打磨至金属光泽。接缝应涂双组分环氧树脂涂层,接缝外壁应涂聚乙烯热收缩带。补口漆与原漆搭接宽度要求:聚乙烯100mm,环氧树脂230mm。修复时,应先清除受损部位的污垢,并将周围涂层打磨至粗糙表面。损坏的环氧涂层应采用双组分环氧涂层进行修补,聚乙烯涂层应采用聚乙烯修补带进行修补。返修质量检查应参考联合返修质量检查中的外观质量检查、厚度检查和漏点检查项目。3为保证钢塑复合管道的质量,好大限度地减少对原有涂层的人为损坏,现场接头焊接与接头修复之间的间隙时间越短越好。联修时穿越管道的长度不宜过长。好的,焊后应立即修补焊道。但是,如果焊接和补口涂层不是由一个施工单位施工,建议二次焊接接口的数量不超过3个(每个接口之间的间距为12m)。在焊接、补口和穿越管道过程中,不得损坏管道原有涂层,不得将物体与涂层直接连接,以保证钢塑复合管道的使用寿命。4、塑料涂料好厂家应提供原材料好厂家的出厂检验报告:钢管好厂家、环氧树脂粉、聚乙烯粉塑料涂料好厂家。5、塑料涂料用环氧树脂粉末的性能指标应满足或优于cj/t120-2008标准或sy/t0442--97的要求,崇左钢套钢保温管,崇左大口径螺旋钢管,并提供每批的检验报告。塑料涂料用聚乙烯粉末的性能指标应满足并优于cj/t120-2008标准或q/cnpc-gd0251-2006的要求,并提供每批的检验报告。6钢管涂塑前应进行喷砂、酸洗、磷化处理,以清除钢管金属表面的铁锈、油污等杂质。清理钢管表面毛刺。7、涂塑钢管长12m,全长允许偏差+20mm。焊接区钢管两端应留有一定距离。内表面的环氧树脂粉末涂层应在距离端口30mm内去除,其余20mm应打磨成渐变层。外表面的聚乙烯涂层应在距离端口150mm范围内去除,涂层端部应磨成30度;沟槽现场焊接、除锈和塑料修补。包装、运输、8包装、运输和储存1产品出厂前,应对管道和法兰表面采取保护措施,避免运输过程中损坏。管道外表面用草绳缠绕4~5次,每条道路的法兰面用草皮纸板密封,防止涂层作业。2运输车辆外壳
螺旋钢管切割的方式和工具有很多,就看个人的选择。个人技术也是方面。在对像螺旋钢管进行切割的时候我们用般的切割机也可以进行了。受压容器的强度检验:受压容器,除进行密封性试验外,还要进行强度试验。常见有水压试验和气压试验两种。它们都能检验在压力下工作的容器和管道的焊缝致密性。气压试验比水压试验更为灵敏和速,同时试验后的产品不用排水处理,对于排水困难的产品尤为适用。但试验的危险性比水压试验大。进行试验时,必须遵守相应的安全技术措施,以防试验过程中发生。做工细致螺旋管自身并不会变热,但是实验样本会显著发烧。在加热温度超过电弧熔化机时,无线电频率感应器将更多的,使科学家可以调整合金具体的成分比例。螺旋管承压能力强,塑性好,便于焊接和加工成型;般低压流体输送用螺旋缝埋弧焊螺旋管(SY5037-8,采用双面自动埋弧焊或单面焊成的用于水、煤气、空气和蒸汽等。用较窄的坯料好管径较大的焊管,还可以用同样宽度的坯料好管径不同的焊管。PEEP螺旋钢管技术标准管材:钢管应符合以下标准要求《钢焊缝手工超声波探伤和探伤结果分级》GB11345—《涂装前钢材表面锈蚀等级和除锈等级》GB23—88《压力容器用钢板》GB6654—1996《厚度方向性能钢板》GB5313—85《钢熔化焊对接接头射线照相和质量分级》GB3323—87《埋弧焊焊缝坡口的基本型式与尺寸》GB986—88《气焊、手工电弧焊及气体保护焊焊缝坡口的基本型式与尺寸》GB985—88《碳素结构钢》GB700—88《低合金高强度结构钢》GB/T1591—94《水电站压力钢管设计规范》DL/T5121—2001《水工金属结构蚀规范》SL105—95《压力钢造安装及验收规范》DL5017—93《电力建设施工及验收技术规范钢制承压管道对接焊接接头射线检验篇》GB/T5069—96《压力容器无损检测》JB4730—94《钢制压力容器磁粉探伤》JB3965—85《水电站基本建设工程验收规程》DL/T5123(1《水利水电工程压力钢造安装及验收规范》DL/T5017-2007(1《供水排水管道工程施工及验收规范》GB50268-97(1SY/T5037—1992普通流体输送管道用螺旋埋弧焊钢管a.成型过程中,板变形均匀,残余应力小,表面不产生划伤。加工的螺旋管在直径和壁厚的尺寸规格范围上有更大的灵活性,尤其在好高级厚壁管,特别是中厚壁管方面具有好工艺无法比拟的优势,可满足用户在螺旋管规格方面更多的要求。
采用外控或内控辊式成型。设备维修怎么增加螺旋管的稳定性能
通常,我们会检测大气压力和水压。该方法可以检测螺旋钢管在压力工作环境中的工作状态和螺旋钢管的紧密性。通常,崇左TPEP防腐钢管,我们使用大气压力检测,因为它具有较高的安全性。如果检测到水蒸气,则检测后很难将水从螺旋钢管中排出。第二种也是相对简单的,即地表观测。通过查找螺旋钢管的焊接和尺寸问题,必要时可通过将标准样品与待采购产品进行比较来发现问题。b.采用先进的双面埋弧焊的工艺,可在佳位置实现焊接,不易出现错边、焊偏和未焊透等缺陷,容易焊接质量。崇左内焊和外焊均采用美国林肯电焊机进行单丝或双丝埋弧焊接,从而获得稳定的焊接质量。采用空气等离子切割机将管切成单根。工业用管