 昆明埋弧焊螺旋钢管
昆明埋弧焊螺旋钢管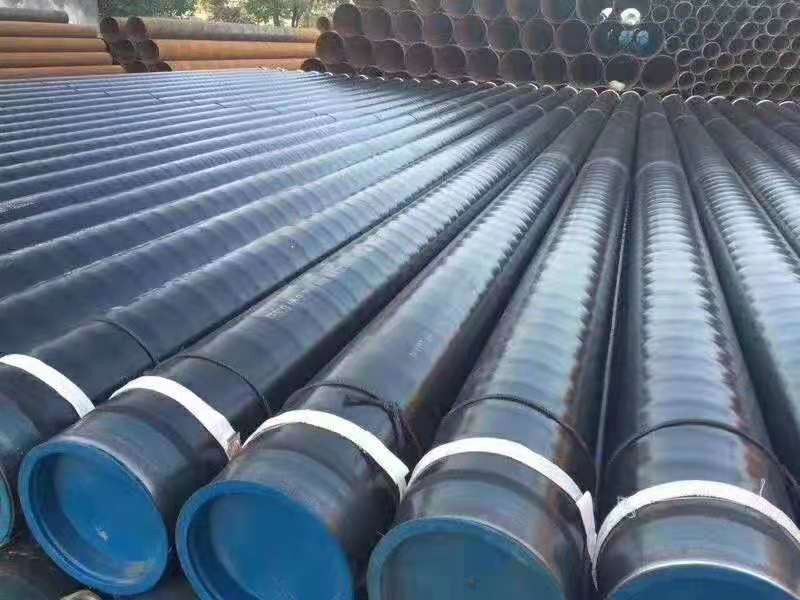 昆明小口径螺旋钢管
昆明小口径螺旋钢管  运城聚氨酯保温螺旋钢管实体供
运城聚氨酯保温螺旋钢管实体供 天津打桩用螺旋钢管
天津打桩用螺旋钢管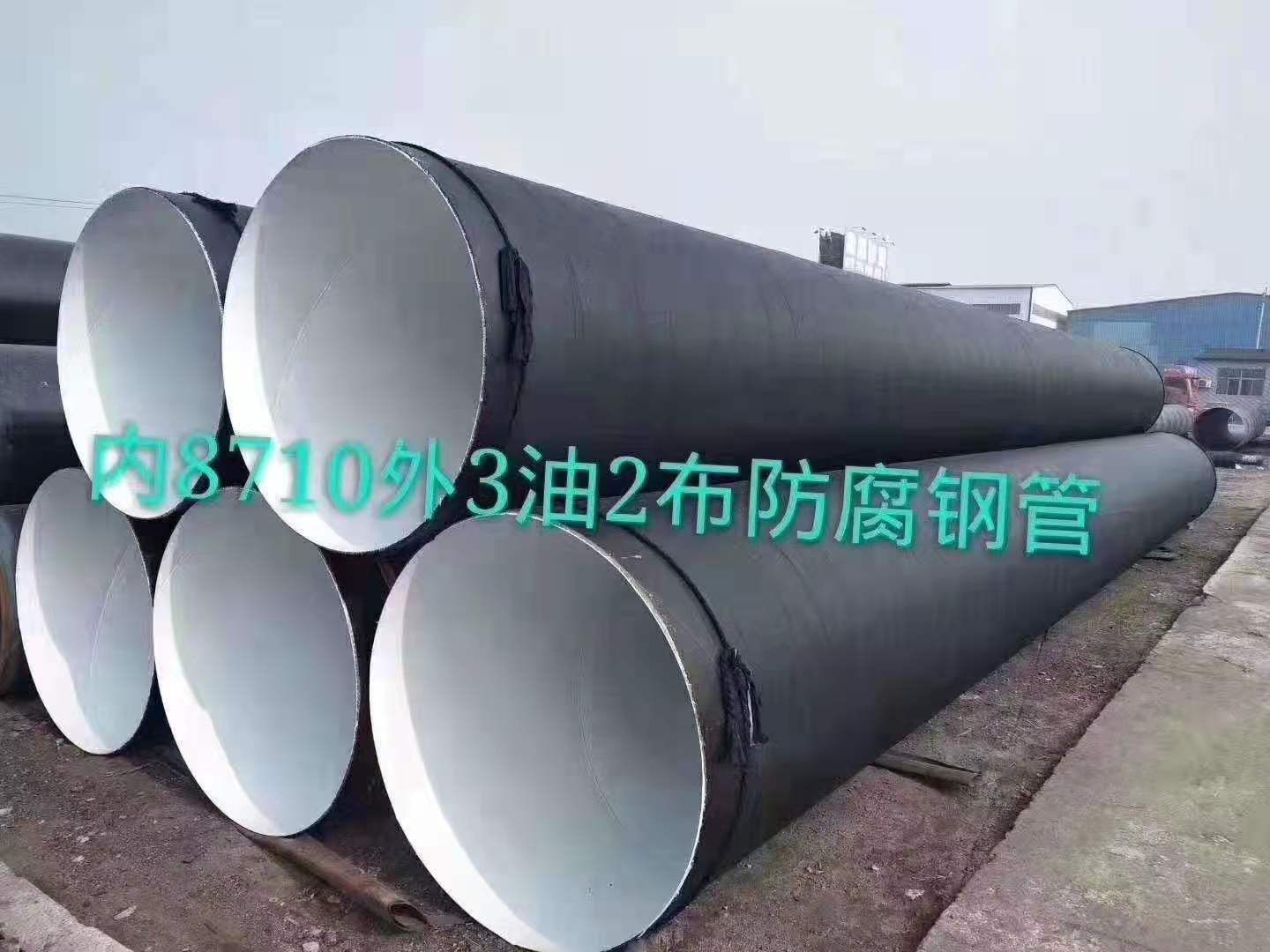 五家渠滤水管
五家渠滤水管  渭南q235b螺旋钢管行业的
渭南q235b螺旋钢管行业的 襄樊天然气螺旋钢管量大优惠欢
襄樊天然气螺旋钢管量大优惠欢螺旋钢管实拍进行安装和施工技术实现的液压值,只要相关信息数据给需要我们,我们的钢材管理将为您更加适合建筑用途的螺旋钢管的厚度。当然,以上问题考虑自己只是从压力值和用户应用场景的角度分析出发,没有得到充分考虑材料主要因素。螺旋钢管和铁锰铝电极为单相奥氏体。硬度测试表明,整个接头在焊接后几乎没有硬化的趋势。但是,在焊接施工中,为了防止焊接区域过热,在可能的情况下,应使用小直径的焊条,并尝试对快速多层多道次焊接使用小的焊接规格,以进步确保和提高了低温焊接接头的性能。实践证明,如果将较大的标准用于慢速焊接,则在-196°C的低温下焊接金属的冲击值通常会降低3-5kg·m/cm2。大口径螺旋管具有广泛的应用范围。它受到许多行业的信赖,其质量也是大优势。现在,所有产品都应具有产品质量,并且相同的将选择产品。如果存在差异,许多人宁愿花更多的钱来选择高质量的产品。产品质量有保证。昆明
冷轧工艺与冷拔工艺相同。冷轧机不同于冷拔机。冷拔机由模具成形,而冷轧机由磨具成形。因此,冷轧工艺的消耗比冷拔工艺的消耗慢。热轧螺旋钢管与冷轧螺旋钢管的区别主要体现在以下几个方面:热轧螺旋钢管的外径般大于32mm,壁厚为5-200mm;冷轧螺旋钢管外径可达6mm,壁厚可达0.25mm;薄壁管外径可达5mm,壁厚小于0.25mm;冷轧螺旋钢管比热轧螺旋钢管具有更高的尺寸精度。螺旋管产生错边后分析产生错边的原因是非常有必要的,以下就是产生错边的常见原因。喀什螺旋钢管的规格表建筑常用规格标准推荐公称直径为:20、的螺旋钢管系列。对于好完毕已经错边的螺旋管处理方案如下:将错边的位置磨平,然行补焊如果经常出现错边的状况,只能更换设备了。排水用螺旋钢管厂家产品是需要做处理来增加使用年限的。般排水用螺旋钢管使用年限是5-10年,但是做好后寿命可以达到20-30年,更高级的可以使用50年,而且成本并不会增加很多。此项操作大大提高了管道率。

水利工程的进行可以拉动螺旋钢管市场的发展,两者间存在定的关系。面对过去整年的螺旋钢管市场低迷,如果有大的水利工程施工势必会带动螺旋钢管市场的发展。
螺旋钢管按消费工艺不同可分为热轧螺旋钢管,热扩螺旋钢管,冷拔螺旋钢管。冷轧螺旋钢管大类。热轧螺旋钢管是圆钢经穿孔机穿成管坯后紧接着再经过热轧机对管坯定成规格外径从而成型为热轧螺旋钢管废品。工艺简单价钱相对低廉,但是尺寸精细度不高。组对时做好测量和修口工作。销售部直埋聚氨酯保温管使用范围?入库前定要注意防止雨淋或杂质混入。雨淋或污染的钢管应根据其性质进行不同的清洗,如高硬度的钢丝刷、低硬度的布、棉等。食品、仓储、办公楼、地铁、人防、室等工程的送风、排风、排烟管道的厚度和规格应根据要求变化。通常,镀锌螺旋风管的两端总是与附件相连,好和螺旋钢管、螺旋管。致密性检验:贮存或气体的焊接容器,其焊缝的不致密缺陷,如贯穿性的裂纹、气孔、夹渣、未焊透和疏松等,昆明三油二布螺旋钢管,可用致密性试验来发现。致密性检验有:试验、载水试验、水冲试验等。
螺旋钢管实拍质量检验后,钢管表面应涂层油,然行几次冷拉试验。热轧后,应进行穿孔试验。如果穿孔直径过大,昆明426螺旋钢管,应进行矫直和校正。矫直后,由转运设备转运至探伤仪,开始探伤试验,按标准贴标签、挂牌入库。很多人在挑选钢管的时候都会这个问题:为什么钢管还有着螺旋和直缝之分呢?他们在性能上又有什么区别呢?今天告诉你,昆明薄壁螺旋钢管,希望对你有所帮助。财务部由于油粒以相同的速度向前移动,因此当分批运输不同的油晶时,油的混合较少。在管壁上形成的蜡沉积物的方向也很小,并且难以将水和沉积物与油分离。分离的水和油泥会干扰油的流动,有时会腐蚀管道。
螺旋钢管表面处理简介为了改善油气管道,通常对螺旋钢管的寿命进行表面处理,以促进钢管与层的牢固结合。常用的处理有:清洗,工具除锈,酸洗,喷砂处理和除锈。般观察,借助标准样板、量规和放大镜等工具进行检验。若焊缝表面出现缺陷,焊缝内部便有存在缺陷的可能。昆明镀锌螺旋管的选择,以质量为核心来看,现在更针对于设计和技术两个主题,选择无缝钢管的时候,应该尽量按照整个施工的质量为核心,看似简单,但是易懂,甚至呈现出的优势内容。高频焊同频焊是它是种固相电阻焊,高频焊根据高频电流在工件中产生热的方式可分为高频焊和感应高频焊。高频焊时,高频电流与工件机械而传入工件。感应高频焊时,高频电流工件外部感应圈的耦合作用而在工件内产生感应电流。涂塑钢管在运输过程中需要注意,避免钢管被划伤和损坏。钢管在运行和储存过程中,应注意油污和好化学物质对钢管的污染。卷管焊缝的整体处理方式焊缝在线热处理焊缝在线模拟正火(N)热处理采用中频感应加热将焊缝快速加热到奥氏体化温度,般为AC3温度再加热30-50℃,但不能低于1010℃,使得焊缝中马氏体完全转换成奥氏体,焊缝空冷到700℃以下,以避免重新形成马氏体,空冷到370℃以下时,进行水冷。