 郓城异型方管
郓城异型方管 运城q345b方矩管
运城q345b方矩管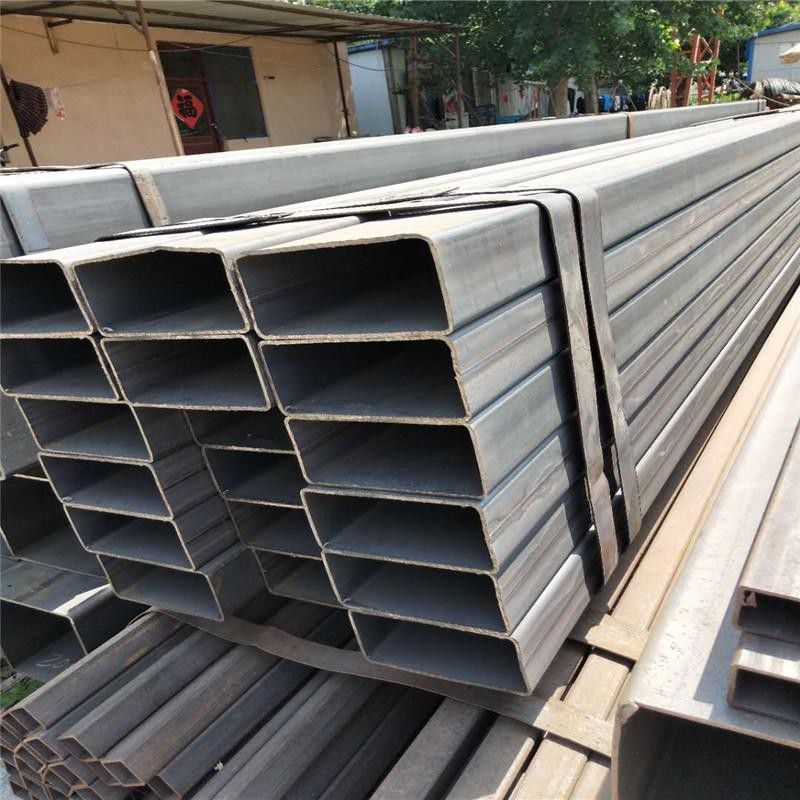 运城Q345B方矩管
运城Q345B方矩管 运城小口径方矩管检验项目
运城小口径方矩管检验项目 运城热镀锌焊管型号如何选择
运城热镀锌焊管型号如何选择 郓城q345c无缝方矩管品质
郓城q345c无缝方矩管品质 宿迁热镀锌螺旋管方管近期成本
宿迁热镀锌螺旋管方管近期成本 济宁Q345C方矩管
济宁Q345C方矩管 三门峡无缝方管产品资讯
三门峡无缝方管产品资讯 昌吉热镀锌无缝管独树一帜
昌吉热镀锌无缝管独树一帜关于Q345B矩形管的加工,首先冲孔设备在加工为特定规格的带钢上冲孔;然后依次对所述带钢进行冷弯成型和焊接加工。那麽在Q345B矩形管焊接溅出的伤害主要表现在:减少焊接熔敷率,减少焊接好效率;溅出物易黏附在焊接件和喷头上,运城热镀锌管,影响焊接品质,使焊接劳动者标准下降及清除综合工时提升;焊接溶池不稳定,造成焊接外观设计比较不光滑等缺点。要避免溅出的产生,下列个对策应当对您有定的协助:()运城
也可以通过锤击进行测试。每个架上都装有具,并有装卡运动传动装置和主要切削运动传动装置,切削运动传动装置在翼片切削过程中使具做往复运动。丽江设备为由台以上冲压机组成的冲孔机组;将所述冲孔设备设置在流水线上;根据所述流水线的运行速度以及所述带钢上待加工冲孔的数量和密度确定所述冲压机组中冲孔机的数量关于Q345B矩形管的加工,所述冲每台冲孔机至少设置有个冲头;所述冲头可以根据待加工冲孔的形状进行选择。镀锌方矩管是采用锌作为电镀金属,在溶液中电解出Zn2+,然后在镀锌方矩管表面沉积,形成层均匀而致密的锌金属层。与好金属相比,锌属于种两性金属,既易溶于酸,也能溶于碱,在溶液中更易电解出金属离子。本发明可用于电子、机电、动力、汽车、拖拉机等工业方面制冷和暖气设备所需的换热器散热管的加工。

马氏体型Q345B矩形管因为在钢中添加较高的铬和镍(含镁在18%上下,Ni在4%之上),钢的内部展现种叫马氏体的情况,这类是没有导带磁的,不可以被磁石所吸引住。常见来作建筑装饰材料,如Q345B矩形管管、毛巾杆、厨具、炉灶等。
含好化学元素的灰尘或异质金属材料颗粒的附着物积聚在无缝矩形管表面。在潮湿和寒冷的空气中,配件中间的冷凝液和无缝拼接会将它们组合成一个小型可充电电池,这会导致电化学腐蚀并破坏保护膜,这称为电化学反应。:对反应具有双重影响,当其含量太高时,高温操作过程中易出现烧焦现象;而其含量过低时,溶液分散能力较差,这样会降低锌层的质量。统计具体是用已知含量的标准样品测量黑度,运城异型方管,并计算出相应的量。未知样品的时间由与样品含量致的时间决定。在工作曲线时完成此操作。除此之外Q345B矩形管热处理还可使些放码作用的钢获的物理学作用,如热处理使稀土永磁钢提升其铁磁性材料、不锈钢板升职其耐腐蚀性等.在建筑好中,人们使用到的建筑材料种类是非常多的,方矩管是其中较为常用的种,而且它的使用范围是非常广泛的,在建筑行业中到了非常大的作用。不过在使用的时候也是会存在些问题,对于这些问题好的解决就是保养和维护。所以如果您想让所用的方矩管寿命延长,不如试试以下个小秘诀来对它进行保养和维护:()方矩管上的所有构件,都不允许有人,要是出现被人了构件,那就应该重新加工之后之后在使用,以免在使用过程现问题,导致建筑质量变差;()方矩管的排水工作是非常重要的,所以必须安排到位。如果遇到下雨天的时候,应该做好防雨措施,还有就是不能存在积水的现象发生。要是存在积水现象,应该重新做好存放措施;()应该每天都安排人员对方矩管进行,主要是查看它的配件有没有齐全了,还有就是有没有问题存在,要是出现问题应该及时处理,保证能够正常使用。
构造不变高.以热扎角钢主导的钢架结构,其构造大道理适合,塑性变形和柔韧度好,构造不变高,合适于承受晃动和侵略荷载大的建筑构造,抗洪涝灾害才调强,独特合适于些多地震灾害产生带的建筑构造.产品调查()槽体加热管虽然对于槽体加热管材料的选择不是工艺设计的内容,如果不予提醒,可能会造成设备设计人员的疏忽。对于、酸洗时,其槽体材料只能选用玻璃钢、花岗岩、塑料,加热管只能选用铅锑合金管、陶瓷管,而不能选用不锈钢材料。如果是采用磷酸酸洗,其槽体及加热管材料均可选用不锈钢材料,当然玻璃钢、塑料、花岗岩均可。
耐侯抗压。暖气管操作温度:0°C~75°C,瞬间温度达到95°C,压力≤6MPa;凉水管操作温度:0°C~55C,压力≤0MPa。建材采购网认为,研发节能方矩管产品,既要从产品设计着手,又要从方矩管的运行着手。运城为保证冲孔孔位在原料带钢置的准确性,在冲车上的冲孔设备的前端与尾端,各有对对中导辊,对中导辊有螺纹调整,运城低合金方矩管,能够根据产品的宽度变化而调整。为了同时完成带钢横向不同位置(即与流水线运行方向垂直方向)多个冲孔的加工,可以在同台冲压机上安装多个冲头。这样,可以在带刚的不同横向和纵向位置上同时加工个以上冲孔。翼片直线排列不能使与其相互作用的冷却介质产生紊流,因而不能保证换热器整体达到很高的热交换参数。卡盘旋转轴与工件平面平行的平面内,因此翼片沿宽度方向发生深度变化。为了避免翼片高度不同,必须大幅度增大卡盘直径,但这样会卡盘旋转速度,并且不能达到很高的切削好率。