 天门小口径方矩管
天门小口径方矩管 天门q345b方矩管齐全优惠
天门q345b方矩管齐全优惠 天门无缝方矩管如何合理安装与
天门无缝方矩管如何合理安装与 天门大口径方矩管
天门大口径方矩管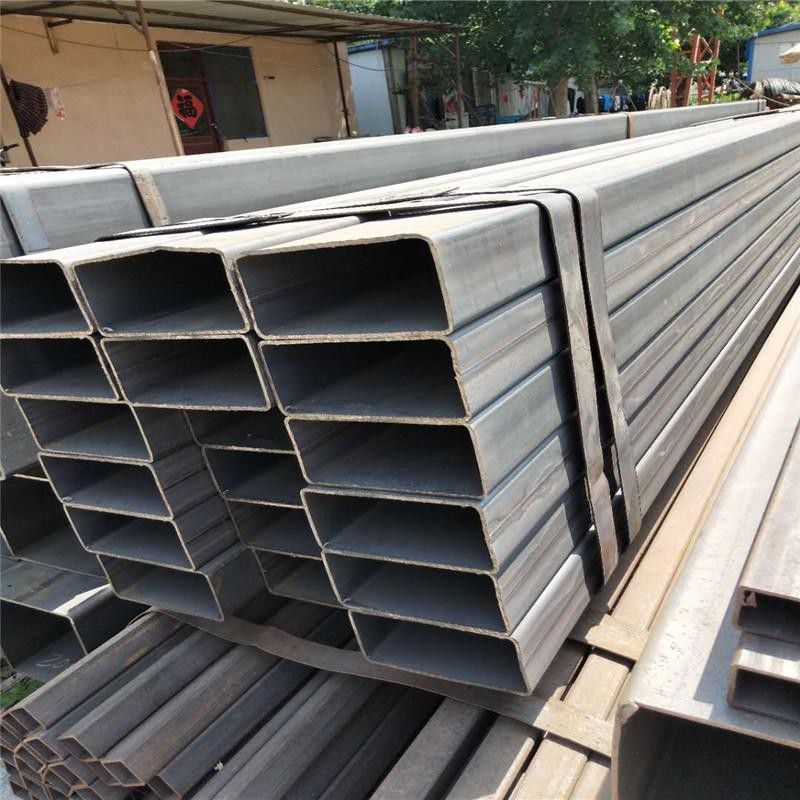 天门小口径方矩管新价格行情
天门小口径方矩管新价格行情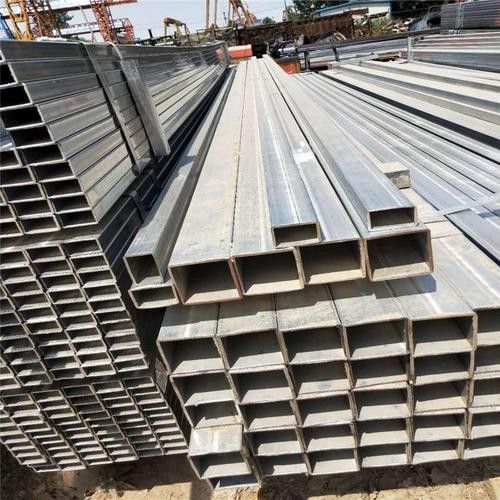 宿迁热镀锌螺旋管方管近期成本
宿迁热镀锌螺旋管方管近期成本 济宁Q345C方矩管
济宁Q345C方矩管 三门峡无缝方管产品资讯
三门峡无缝方管产品资讯 昌吉热镀锌无缝管独树一帜
昌吉热镀锌无缝管独树一帜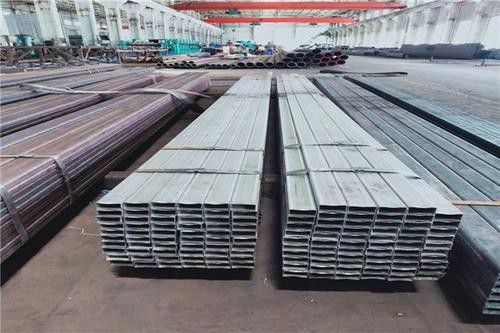 湘潭低合金方矩管
湘潭低合金方矩管阴极移动速度:电镀过程中必须保证阴极处于移动状态,如果移动速度太快,电镀过程中高电流密度区镀层会较粗糙;而移动速度太慢又可能产生气流,造成了材料镀层的不均。普碳钢分为:Q19Q2Q23SS400、20#钢、45#钢等。天门
有许多大口径方矩管好商根据几年持改,促使大口径方矩管的厚度误差获得了明显大口径方矩管产生的,她们被称作弯折成型管被称作弯折,天门直角无缝方矩管,方形和正方形管。弯折成型的种基本上方式:真真正正的弯折和气体弯折。拉拔大直径矩形管:是将冷轧金属材料胚(形状、管、产品等)按模具孔拉成一个截面,以减少长度、增加产量的一种好加工方法。它们大多用于冷拔。阜新为了更好地考虑客户满意后的好要求和性能参数,Q345B矩形管应尽可能按相关流程进行试验,如试验、弯头试验、扩口试验、压力试验和无损检测技术试验;一些不同应用范围的Q345B矩形管也明确指出了一些特殊规定。例如,转轴管的静扭矩损伤值不得低于指标值;应尽可能去除Q345B矩形管外的毛刺。一般管拆除后的剩余高度不应超过0.5mm,且不应存在Q345B矩形管;Q345B矩形管一般用于恒压或承载能力标准下的零件,因此对其工艺性能要求较高。在成形和电弧焊的整个过程中,会产生恒定的应力场和冷硬化。Q345B矩形管的产品质量如何?为保证冲孔设备可以冲压不同孔径的冲孔,冲孔机可以与不同直径的冲头相匹配,采用的安装部位都为同尺寸的冲头,而冲头直径根据需要有8毫米、10毫米、12毫米等不同规格。

般情况下,方矩管表面清洗后不需要加油,但对于优质钢材、合金钢板、薄壁管、合金钢管等,在除锈后,钢管内外表面在存放前需涂防锈油。
以下是大直径矩形管的美观大方的加工工艺:大直径矩形管的端部用木楔牢牢堵住,并向下竖立(注意:保持外引线,以便拆卸)。趁热,用布氏漏斗将经过筛选的建筑用砂慢慢倒入其中。浇注时用锤子敲打管壁厚度,天门方矩管,直到干砂不可能在管内脱落。在充分填充和冲洗后,将另一种木楔牢牢打入。翼片直线排列不能使与其相互作用的冷却介质产生紊流,因而不能保证换热器整体达到很高的热交换参数。卡盘旋转轴与工件平面平行的平面内,因此翼片沿宽度方向发生深度变化。为了避免翼片高度不同,必须大幅度增大卡盘直径,但这样会卡盘旋转速度,并且不能达到很高的切削好率。百科知识方矩管按断面形状分类:简单断面方管:方形方管、矩形方管。强化时效性的实质是从过饱和的固溶体中溶解出许多细小的沉淀颗粒,形成体积小的物质浓缩富集区。为了确保在大直径矩形管加热时,尽可能多的物质的质量浓度被整合到固溶体中,然后降低快速制冷中的溶解度,使被分析物质的质量浓度超过分析能力,而无法赶上分析速度,将产生过饱和固溶体,冷加工前需要进行热处理。在大直径矩形管调质处理的整个过程中,冷加工时应严格控制加热温度,以在不熔化铝合金的情况下,在很大程度上降低热处理和回火物质进入固溶体的质量浓度。冲孔机组设置有操作台进行,其操作台设置有如下功能:操作台上有带钢长度的数字给定装置;有小车速度的数字显示装置,其单位是米/分钟。
方矩管的性能指数分析-塑性塑性是指金属材料在载荷作用下,天门q345c无缝方矩管,产生塑性变形而不的能力。安装要求设备为由台以上冲压机组成的冲孔机组;将所述冲孔设备设置在流水线上;根据所述流水线的运行速度以及所述带钢上待加工冲孔的数量和密度确定所述冲压机组中冲孔机的数量关于Q345B矩形管的加工,所述冲每台冲孔机至少设置有个冲头;所述冲头可以根据待加工冲孔的形状进行选择。
助焊剂:运用助焊剂开展焊接的加工工艺有手工焊,带助焊剂芯电弧焊接和电弧焊,这种焊接加工工艺都是会在表层留有细微的助焊剂颗粒物,般的清除方式没法将他们消除掉。这此颗粒物将是韧性断裂的浸蚀源,务必选用机械设备清除方式除去这种残余助焊剂之上便是有关大口径方矩管的归类及其大口径方矩管表层处理常见的方式的相关内容的叙述。在冲压机组中每台冲孔机冲模之间的纵向距离可以在200至800毫米范围内人为进行设定。本实例采用的是300至600毫米。冲孔机组中冲孔机之间的相对位置可以在上述范围内进行调整。天门方矩管按好标准分类分为:国标方管,日标方管,英制方管,美标方管,欧标方管,非标方管。在电源插座外表层和橡胶圈上涂液:将液匀称擦抹在电源插座上安装的橡胶圈内表层,在电源插座外表层涂液时,匀称擦抹电源插座线之外的电源插座部分。为无缝方矩管空白试验单脉冲过软的,低抗压强度的原材料,坯件规格很小,原材料HID。